- 太友SPC系統
(QSmart? SPC Monitor) - 太友質量管理系統
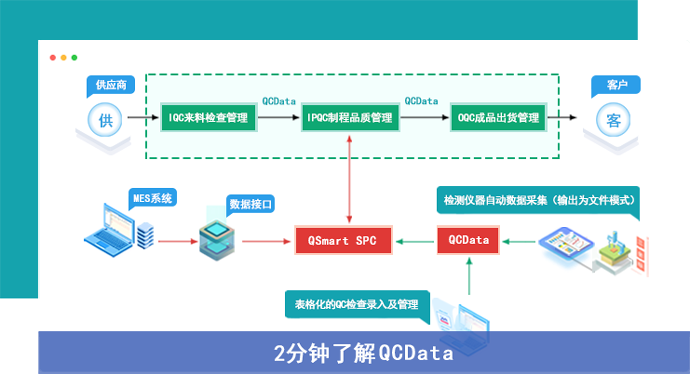
(QMS系統-QCData?) - 關于太友
- 聯系我們
- 全國總機:400-100-8648
廣州熱線:020-85530201
超強檢驗單自定義全面自動數據采集檢驗計劃自動推送
無縫對接QSmart SPC覆蓋質量管理全流程(QMS)
超強檢驗單自定義全面自動數據采集
檢驗計劃自動推送無縫對接QSmart SPC
覆蓋質量管理全流程(QMS)
Cpm是能力指數,也稱為田口能力指數,它是規格限、過程平均值和提供的目標 T 的函數。Cpk和Ppk指數側重于分布均值以公差中點 (USL+LSL/2) 為中心,但這并不總是客戶目標。有時,客戶可能會指定目標為公差的上限或下限。這可能是由于過去的經驗、零件重量減輕以及許多其他…
如果應用班次,2.0 的 Cpk 對應于大約 6 西格瑪(短期)性能或 4.5 西格瑪(長期)。換句話說,西格瑪分數 (z) 是 Cpk * 3。上式中的 Z 是指短期西格瑪,短期 Z。將 DPMO(或 PPM)轉換為 Cpk請記住,Cpk 考慮了 USL 和 LSL 之間數據分布的中心化。如果過程居中 (k=0)…
使用正態分布集 的數據,可以從 Cpk 進行 Z 的近似值,反之亦然 在這兩個公式中代入和求解。從 6 西格瑪性能中近似的 Cpk 是多少?將 Cpk (USL) 中的 Z 公式代入并從給定數據中用 6 代入 Z 得到:如果應用班次,2.0 的 Cpk 對應于大約 6 西格瑪(短期)性能或 4.5 西格…
Cp(藍)>Cp(紅)Pp(藍)>Pp(紅)Cp(藍)=Cp(紅)Cpk(藍)=Cpk(紅)Pp(藍)=Pp(紅)Ppk(藍)=Ppk(紅)
回想一下,規格限是由客戶或您的公司設置的。根據您的情況,您可能只有 USL 和/或 LSL。讓我們假設以下信息:規格下限 (LSL): 5mm規格上限 (USL): 10mm由 50 個觀測值組成的數據集的平均值為正態值,值為 7.85mm。標準偏差為0.23mm查找 Cpk:通過將值代入本頁頂部的…
“k”是什么意思?如果流程以中點為中心,則 Cp 是流程可以執行的最佳效果。Cp 通常稱為進程授權,因為當居中時,它代表了可能的最佳性能。在 Cpk 中添加 “k” 量化了分布居中的數量,換句話說,它解釋了偏移。一個完全居中的過程,其中平均值與中點相同,其“k”值為 0…
Cpk 是描述測量階段過程基線測量時的一個選項(以及 z 分數和 PPM 或 DPMO)。 MSA完成后,六西格瑪項目的目標是改進基線測量。為了衡量改進(或缺乏),必須有一個起點。這稱為基線測量。改進完成后,再次測量該過程,并在控制階段計算新的Cpk值 。與所有過程能力指數一…
Cpk 是一個短期過程指數,它以數字方式描述過程的“子組內”或“潛在”能力(Ppk 是一個長期指標),假設它被分析并保持“控制”。公式如下所示:注意:計算了兩個值,并使用最小值(最壞情況)。
能力比是 Cp 的倒數Cr = 1/ Cp = ( 6* σr ) / (USL – LSL)如果 Cr < 0.75,則該過程可以。如果 Cr = 0.75 – 1.00,則過程能夠進行嚴格控制。當Cr>1時,該過程不起作用。關于CP值:如果比率大于 1,則工程公差大于過程擴散,因此過程具有能夠(取決于過程居中…
Cp、Z 值、DPMO、規格限、標準偏差和能力有何關系?另請參閱Z 值和過程能力。Cp 值注釋如果該比率大于 1,則工程公差大于過程擴展,因此該過程具有能力的“潛力”(取決于過程中心)。如果過程擴散大于工程公差,則過程變化將無法“適應”公差,并且過程將無法進行(即使…
2021/1/14 16:29:57
2021/1/27 17:05:39
2021/3/10 15:48:49
2021/4/8 14:42:32
2021/1/8 16:32:33

我們不單提供專業的軟件與服務,我們同時也為客戶系統的運行提供理論與經驗支持,分享我們在質量管理領域的相關經驗與知識!