|
’™“™: »Œ∫Œ¡„º˛∂º «”…∆Ω√Ê∫Õ«˙√ÊΩM≥…µƒ°£«˙√Ê–ŒÝÓ’`≤Óµƒôzúy∫Õ‘u∂®“≤ «Æa∆∑ôzÚû÷–“ªÇÄ∑«≥£÷ÿ“™µƒÌóƒø°£‘⁄ôC–µ÷∆‘ÏòI÷–£¨”√ðÜ¿™∂»÷∏òÀ‘u∂®∆‰’`≤Ó¥Û–°°£ðÜ¿™∂»∑÷ûÈæÄðÜ¿™∂»∫Õ
√ÊðÜ¿™∂»
,±æŒƒ÷˜“™·òå¶æÄðÜ¿™∂»µƒ÷™◊Rº∞’`≤Óôzúy∑Ω∑®µ»É»»ðþM––ΩÈΩB.
æÄðÜ¿™∂»π´≤ÓµƒœýÍP∏≈ƒÓ
1. æÄðÜ¿™∂»π´≤Óµƒ∂®¡x
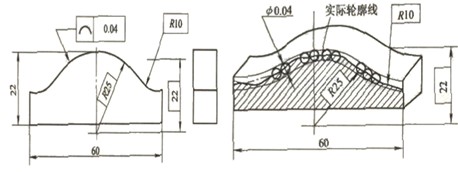
æÄðÜ¿™∂» «œÞ÷∆åçÎH«˙æÄ嶿̜Ϋ˙æÄ◊ÉÑ”¡øµƒ“ªÌó÷∏òÀ£¨À¸ «å¶∑«àA«˙æĵƒ–ŒÝÓæ´∂»“™«Û°£
æÄðÜ¿™∂»π´≤Ó «åçÎH±ªúy“™Àÿ£®ðÜ¿™æÄ“™Àÿ£©å¶¿ÌœÎðÜ¿™æĵƒ‘ ‘S◊ÉÑ”°£
2. æÄðÜ¿™∂»π´≤ÓµƒòÀ◊¢º∞π´≤Óéß∫¨¡x
°§üoª˘ú “™«Û
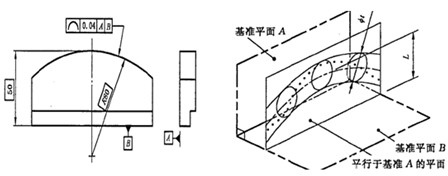
π´≤Óéß «∞¸Ωj“ªœµ¡–÷±èΩûÈπ´≤Ó÷µtµƒàAµƒÉ…∞¸ΩjæÄ÷ÆÈgµƒÖ^”Ú£¨∂¯∏˜àAµƒàA–ƒŒª”⁄¿ÌœÎðÜ¿™æÄ…œ°£
°§”–ª˘ú “™«Û
π´≤Óéß «÷±èΩµ»”⁄π´≤Ó÷µt°¢àA–ƒŒª”⁄”…ª˘ú ∆Ω√ÊA∫Õª˘ú ∆Ω√ÊB¥_∂®µƒ±ªúy“™Àÿ¿Ì’ì’˝¥_é◊∫Œ–ŒÝÓ…œµƒ“ªœµ¡–àAµƒÉ…∞¸ΩjæÄÀ˘œÞ∂®µƒÖ^”Ú°£
lj◊¢:ÆîæÄðÜ¿™∂»π´≤Óüoª˘ú “™«ÛïrûÈ
–ŒÝÓπ´≤Ó
£¨”–ª˘ú “™«ÛïrûÈ
Œª÷√π´≤Ó
°£
æÄðÜ¿™∂»’`≤Óôzúy∑Ω∑®ΩÈΩB
1°¢ðÜ¿™ò”∞ÂôzúyæÄðÜ¿™∂»’`≤Ó
°§úy¡ø‘≠¿Ì
ðÜ¿™ò”∞ÂÅ̃£îM¿ÌœÎðÜ¿™«˙æÄ£¨≈cåçÎHðÜ¿™þM––±»ð^µƒúy¡ø°£
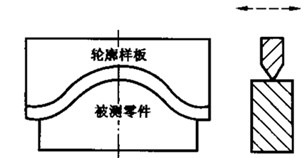
»Á…œàDÀ˘ 棨å¢ðÜ¿™ò”∞Â∞¥“é∂®µƒ∑ΩœÚ∑≈÷√‘⁄±ªúy¡„º˛…œ£¨∏˘ì˛π‚œ∂∑®π¿◊xÈgœ∂µƒ¥Û–°£¨»°◊Ó¥ÛÈgœ∂◊˜ûÈ‘ì¡„º˛µƒæÄðÜ¿™∂»’`≤Ó°£æþÛwúy¡øïr£¨“ª∑N «≤…”√Õ∏π‚∑®å¶±»åç ©£¨“ª∑N «≤…”√∑¬–Œ∑®åç ©°£‘ìúy¡ø∑Ω∑®å¶úy¡øólº˛“™«Û≤ª∏þ£¨»ð“◊åç¨F£¨þm”√√ÊèV£¨ø…úy¡ø“ª∞„µƒ÷–°¢µÕæ´∂»µƒ¡„º˛°£
°§úy¡øÃÿ¸c
úy¡øólº˛“™«Û≤ª∏þ£¨»ð“◊åç¨F£¨þm”√√ÊèV£¨ø…úy¡ø“ª∞„µƒ÷–°¢µÕæ´∂»µƒ¡„º˛°£
°§úy¡ø≤ΩÛE
1)þxìÒò”∞Â
2)üoª˘ú µƒæÄðÜ¿™’`≤Óôzúy-Õ∏π‚∑®
◊¢“‚£∫
°§±M¡ø≤…”√◊‘»ªπ‚ªÚπ‚æÄ»·∫Õµƒ»’π‚üÙπ‚‘¥“‘±£◊Cπ‚œ∂µƒ«ÂŒ˙∂»°£
°§úy¡øµƒú ¥_∂»≈cΩ””|√ʵƒ¥÷≤⁄∂»√Ы–œýÍP£¨ë™±M¡øþxìÒ±Ì√Ê¥÷≤⁄∂»ð^–°µƒ±Ì√ÊþM––úy¡ø°£
°§”…”⁄ «ë{“ï”X”^≤Ï£¨‘⁄ΩõÚû≤ª◊„µƒ«Èõrœ¬£¨ø…Õ®þ^≈còÀú π‚œ∂±»ð^π¿◊x’`≤Ó÷µµƒ¥Û–°°£
°§å¢ðÜ¿™ò”∞Â∞¥“é∂®µƒ∑ΩœÚ∑≈÷√‘⁄±ªúy¡„º˛…œ£¨∏˘ì˛Õ∏þ^π‚æĵƒèä»ı≈–îýÈgœ∂¥Û–°£¨»°◊Ó¥ÛÈgœ∂◊˜ûÈ‘ì¡„º˛µƒæÄðÜ¿™∂»’`≤Ó°£
3)”–ª˘ú µƒæÄðÜ¿™ôzúy-∑¬–Œ∑®
°§πÃ∂®±ªúy¡„º˛∫ÕðÜ¿™ò”∞£¨±ÿÌö±£◊Cª˘ú ∂®Œªø…øø°£
°§∞≤—b∑¬–Œúy¡øœµΩy£¨þxìÒ
∞Ÿ∑÷±Ì
úyÓ^ë™≈c∑¬–ŒúyÓ^“ª÷¬°£
°§∞Ÿ∑÷±Ì’{¡„°£
°§∑¬–ŒúyÓ^‘⁄ðÜ¿™ò”∞Â…œôMœÚ“∆Ñ”£¨∑¬–Œúy¡ø—b÷√éßÑ”∞Ÿ∑÷±ÌúyÓ^‘⁄±ªúy¡„º˛ðÜ¿™…œ“∆°£
°§◊x»°ðÜ¿™±Ì√Ê∏˜úy¡ø¸cµƒ∞Ÿ∑÷±Ì æîµ£¨»°∆‰÷–◊Ó¥Û æîµµƒÉ…±∂◊˜ûÈ‘ì¡„º˛µƒæÄðÜ¿™∂»’`≤Ó°£
2°¢¿˚”√îµì˛≤…ºØÉxþBΩ”∞Ÿ∑÷±Ìúy¡øæÄðÜ¿™∂»’`≤Óµƒ∑Ω∑®
°§úy¡øÉx∆˜£∫∆´î[Éx°¢∞Ÿ∑÷±Ì°¢
îµì˛≤…ºØÉx
°£
°§úy¡ø‘≠¿Ì£∫îµì˛≤…ºØÉxï˛èƒ∞Ÿ∑÷±Ì÷–◊‘Ñ”◊x»°úy¡øîµì˛£¨»ª∫Û”…îµì˛≤…ºØÉxÐõº˛¿Ôµƒ”ãÀ„Ðõº˛◊‘Ñ””ãÀ„≥ˆÀ˘úyÆa∆∑µƒæÄðÜ¿™∂»’`≤Ó£¨◊Ó∫Ûîµì˛≤…ºØÉxï˛◊‘Ñ”≈–îýÀ˘úy¡„º˛µƒæÄðÜ¿™∂»’`≤Ó «∑Ò‘⁄æÄðÜ¿™∂»π´≤Ó∑∂á˙É»£¨»Áπ˚À˘úyæÄðÜ¿™∂»’`≤Ó¥Û”⁄æÄðÜ¿™∂»π´≤Ó÷µ£¨≤…ºØÉxï˛◊‘Ñ”∞l≥ˆàÛæØπ¶ƒÐ£¨Ã·–—œýÍP≤Ÿ◊˜»ÀÜT‘ìÆa∆∑≤ª∫œ∏Ò°£úy¡ø–ßπ˚ æ“‚àD£∫

ÉûÑð£∫
1)“‘ð^µÕµƒ≥…±æ÷∏þúy¡ø–߬ £∫
2)÷∏þúy¡øµƒú ¥_–‘£∫ǘΩy∑Ω Ω≤…”√úy¡ø»ÀÜTµƒƒø“ï”^ø¥µƒ∑Ω∑®»ð“◊åß÷¬Âe’`µƒúy¡øΩYπ˚£ª
|
