|
’™“™: À˘÷^ðÜ¿™∂» «÷∏±ªúyåçÎHðÜ¿™œý嶔⁄¿ÌœÎðÜ¿™µƒ◊ÉÑ”«Èõr°£þ@“ª∏≈ƒÓ”√”⁄√Ë ˆ«˙√ʪګ˙æÄ–ŒÝÓµƒú ¥_∂»°£∆‰÷–ðÜ¿™∂»∞¸¿®√ÊðÜ¿™∂»≈cæÄðÜ¿™∂»,±æŒƒ÷˜“™·òå¶√ÊðÜ¿™∂»µƒ÷™◊Rº∞’`≤Óôzúy∑Ω∑®µ»É»»ðþM––ΩÈΩB.
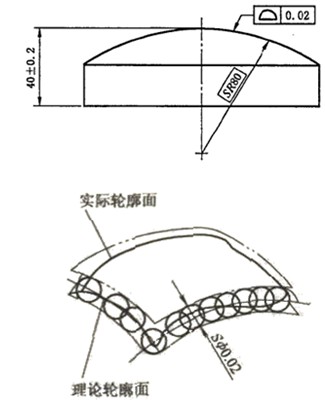
√ÊðÜ¿™∂»
°§√ÊðÜ¿™∂»: «œÞ÷∆åçÎH«˙√Ê嶿̜Ϋ˙√Ê◊ÉÑ”¡øµƒ“ªÌó÷∏òÀ£¨À¸ «å¶«˙√ʵƒ–ŒÝÓæ´∂»“™«Û°£
°§√ÊðÜ¿™∂»π´≤Ó: «åçÎH±ªúy“™Àÿ£®ðÜ¿™√ÊæÄ“™Àÿ£©å¶¿ÌœÎðÜ¿™√ʵƒ‘ ‘S◊ÉÑ”°£
°§√ÊðÜ¿™∂»’`≤Ó:√Ë ˆ«˙√Ê≥þ¥Áú ¥_∂»µƒ÷˜“™÷∏òÀûÈðÜ¿™∂»’`≤Ó,À¸ «÷∏±ªúyåçÎHðÜ¿™œý嶔⁄¿ÌœÎðÜ¿™µƒ◊ÉÑ”«Èõr°£
√ÊðÜ¿™∂»π´≤ÓòÀ◊¢∑Ω∑®
1£©üoª˘ú “™«Û
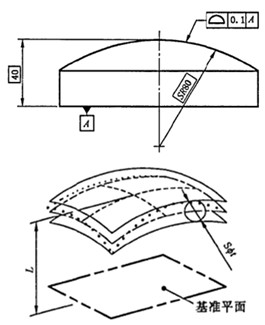
π´≤Óéß «÷±èΩûÈπ´≤Ó÷µt°¢«Ú–ƒŒª”⁄±ªúy“™Àÿ¿Ì’ì’˝¥_–ŒÝÓ…œµƒ“ªœµ¡–àA«ÚµƒÉ…∞¸Ωj√ÊÀ˘œÞ∂®µƒÖ^”Ú°£
2£©”–ª˘ú “™«Û
π´≤Óéß «÷±èΩûÈπ´≤Ó÷µt°¢«Ú–ƒŒª”⁄”…ª˘ú ∆Ω√Ê¥_∂®µƒ±ªúy“™Àÿ¿Ì’ì’˝¥_é◊∫Œ–ŒÝÓ…œµƒ“ªœµ¡–àA«ÚµƒÉ…∞¸Ωj√ÊÀ˘œÞ∂®µƒÖ^”Ú°£
√ÊðÜ¿™∂»’`≤Óôzúy∑Ω∑®ΩÈΩB
1°¢Ç˜Ωy’`≤Óôzúy∑Ω∑®
ǘΩyµƒ√ÊðÜ¿™∂»úy¡ø’`≤Óµƒúy¡ø∑Ω∑®∞¸¿®∑¬–Œ—b÷√úy¡ø°¢Ωÿ√ÊðÜ¿™ò”∞Âúy¡ø°¢π‚åW∏˙€ôðÜ¿™úy¡øÉxúy¡ø“‘º∞»˝◊¯òÀúy¡ø—b÷√úy¡øµ»°£«∞3∑Núy¡ø∑Ω∑®“™«Û◊ˆ≥ˆ¿Ì’ìðÜ¿™ò”∞Â∫Û≤≈ƒÐúy¡ø°£”…”⁄¿Ì’ìðÜ¿™ò”∞Â÷∆◊˜∑«≥£¿ßÎy£¨“Ú¥À‘ìúy¡ø∑Ω∑®þm∫œ”⁄“ª∑N¡„º˛¥Û≈˙¡ø…˙Æaþ^≥Ã÷–µƒôzÚû°£∂¯≤…”√»˝◊¯òÀúy¡ø—b÷√þM––úy¡øïrüo–ËðÜ¿™ò”∞£¨÷ª–Ë“™¡„º˛µƒCADîµåWƒ£–Õ£®¡„º˛µƒ»˝æS‘O”ãàD–Œ£©£¨“Ú¥À‘ìúy¡ø∑Ω∑®ø…ë™”√”⁄»Œ∫Œàˆ∫œ«“úy¡øîµì˛ø…øø°£
ƒø«∞£¨”√ÅÌ≤…ºØŒÔÛw±Ì√Ê»˝æS◊¯òÀµƒúy¡ø‘Olj∫Õ∑Ω∑®∂ý∑N∂ýò”£¨∆‰‘≠¿Ì“≤∏˜≤ªœýÕ¨°£∏˘ì˛úy¡øúyÓ^ «∑Ò∫Õ¡„º˛±Ì√ÊΩ””|ø…∑÷ûÈΩ””| Ω≈c∑«Ω””| ΩÉ…Óê°£
Ω””|úy¡ø∑®“‘
»˝◊¯òÀúy¡øôC
úy¡øûȵ‰–Õ¥˙±Ì°£»˝◊¯òÀúy¡øôCµƒúy¡øæ´∂»∏þ£¨å¶≠hæ≥£®»Á£∫úÿ∂»°¢ùÒ∂»°¢∑¿’Òµ»£©“™«Û“≤∏þ°£”…”⁄úy¡øïrúyÓ^‘⁄π§º˛…œ“™÷¸cúy¡ø£¨À˘“‘úy¡øÀŸ∂»ð^¬˝°£¡ÌÕ‚þÄ“™«Û±ªúy¡„º˛µƒ≤ƒŸ|≤ªƒÐôÐõ°¢≥þ¥Á≤ª“Àþ^¥Û«“≤ª“◊◊É–Œ°£
∑«Ω””|úy¡ø∑®“‘ΩYòãπ‚∑®ûȵ‰–Õ¥˙±Ì°£‘ìúy¡ø∑Ω∑®“ª¥Œ´@»°ŒÔÛw±Ì√ʵƒîµì˛£®¸c◊¯òÀ£©∂ý£¨úy¡ø∑∂á˙¥Û£¨å¶±ªúy¡øŒÔÛwµƒ≤ƒŸ|õ]”–“™«Û£¨ÃÿÑeþm∫œ”⁄√Ê∑e¥Û«““◊◊É–Œµƒ∏≤…wº˛Óê¡„º˛µƒúy¡ø°£
2°¢¿˚”√îµì˛≤…ºØÉxþBΩ”∞Ÿ∑÷±Ìúy¡ø√ÊðÜ¿™∂»’`≤Óµƒ∑Ω∑®
°§úy¡øÉx∆˜£∫∆´î[Éx°¢∞Ÿ∑÷±Ì°¢
QSmart îµì˛≤…ºØÉx
°£
°§úy¡ø‘≠¿Ì£∫îµì˛≤…ºØÉxï˛èƒ∞Ÿ∑÷±Ì÷–◊‘Ñ”◊x»°úy¡øîµì˛£¨»ª∫Û”…îµì˛≤…ºØÉxÐõº˛¿Ôµƒ”ãÀ„Ðõº˛◊‘Ñ””ãÀ„≥ˆÀ˘úyÆa∆∑µƒ√ÊðÜ¿™∂»’`≤Ó£¨◊Ó∫Ûîµì˛≤…ºØÉxï˛◊‘Ñ”≈–îýÀ˘úy¡„º˛µƒ√ÊðÜ¿™∂»’`≤Ó «∑Ò‘⁄√ÊðÜ¿™∂»π´≤Ó∑∂á˙É»£¨»Áπ˚À˘úy√ÊðÜ¿™∂»’`≤Ó¥Û”⁄√ÊðÜ¿™∂»π´≤Ó÷µ£¨≤…ºØÉxï˛◊‘Ñ”∞l≥ˆàÛæØπ¶ƒÐ£¨Ã·–—œýÍP≤Ÿ◊˜»ÀÜT‘ìÆa∆∑≤ª∫œ∏Ò°£úy¡ø–ßπ˚ æ“‚àD£∫

ÉûÑð£∫
1£©üo–Ë»Àπ§”√»‚—€»•◊xîµ£¨ø…“‘úp…Ÿ”…”⁄»Àπ§◊xîµÆa…˙µƒ’`≤Ó£ª
2£©üo–Ë»À𧻕Ãé¿Ìîµì˛£¨îµì˛≤…ºØÉxï˛◊‘Ñ””ãÀ„≥ˆ∆Ω√Ê∂»’`≤Ó÷µ°£
3£©úy¡øΩYπ˚àÛæØ£¨“ªµ©úy¡øΩYπ˚≤ª‘⁄√ÊðÜ¿™∂»π´≤Óéßïr£¨îµì˛≤…ºØÉxæÕï˛◊‘Ñ”àÛæØ°£
◊‘”…«˙√ʵƒº”π§æ´∂» «“‘∆‰ðÜ¿™∂»ÅÌúy¡øµƒ£¨ «“ª∑Nð^Îy∂®¡xµƒé◊∫Œ“™Àÿ£¨À¸≤ªœÒ“ª∞„“éÑté◊∫Œ“™Àÿƒ«ò”£¨ƒÐ”√…Ÿ¡øµƒÖ¢îµΩo≥ˆæ´¥_∂®¡x£¨À˘“‘◊‘”…«˙√ʺ”π§æ´∂»µƒ ôzÚû“≤◊ɵ√ð^ûÈèÕÎs£¨∂¯¿˚”√
îµì˛≤…ºØÉx
þBΩ”∞Ÿ∑÷±Ìþ@∑N∑Ω∑®æÕƒÐ∫Ð∫√Ω‚õQþ@ÇÄÜñÓ}, «“ª∑N∏þ–ßµƒúy¡ø∑Ω∑®.
|
