|
|
|
|
對不起,您的Flash播放器沒有更新,所以無法瀏覽動畫請點擊更新:
Download do Flash Player
安裝后方可正常瀏覽.
| 您好,歡迎來到太友科技官方網站 |
設為首頁 |
收藏本站 |
SPC應用與交流平臺 |
網站導航 |
||||
|
|
|
||||
|
|||||
|
對不起,您的Flash播放器沒有更新,所以無法瀏覽動畫請點擊更新:
Download do Flash Player
安裝后方可正常瀏覽.
|
|||||
|
|
首頁 |
|
下載中心 |
|
應用中心 |
|
知識庫 |
|
|
SPC控制圖是統計過程控制的重要工具,小小的控制圖是整個生產過程的縮影,它向質量管理人員傳遞著過程的信息,包括過程是否穩定,生產能力是否滿足要求,過程是否需要調整。SPC控制圖的種類有很多,但核心思想均為預防,這里用二十個字總結SPC控制圖的預防原則:查出異因,采取措施,保證消除,納入標準,不再出現。 在實際生產中,有八種常見的判異準則,也就是八種SPC控制圖,代表著不同的異常情況,當發現SPC控制圖上點子出現這八種異常趨勢之一,則說明過程異常。 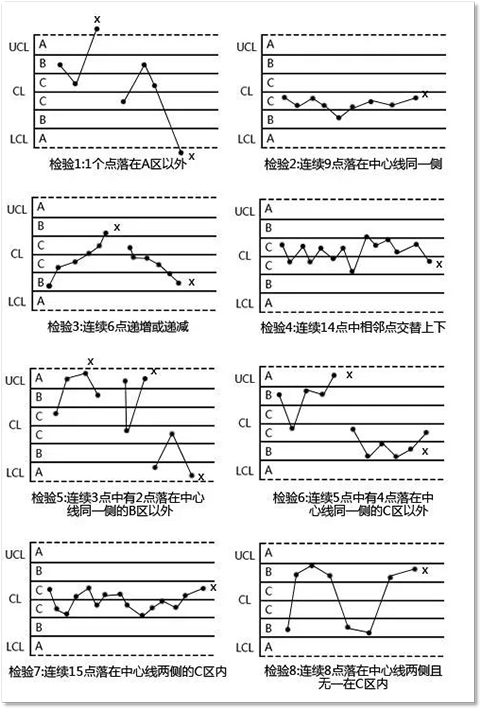
利用控制圖發現過程處于異常狀態,只完成了統計過程控制(SPC)第一步,進而要對過程進行調整。因為,對過程進行調整的目的是將消除異因的措施“納入標準”,以保證同樣的異常原因“不再出現”,預防是對同樣異因的再次出現進行預防,每消滅一個異因,對此異因而言,就起到了預防的作用。如果不對過程進行調整,控制圖形同虛設,也就不必搞控制圖。“點出界就判異”只是完成了統計過程控制(SPC) 一半的工作。對過程進行調整,尤其是“納入標準”,蘊含了統計過程控制(SPC)的另一半工作,這才是統計過程控制(SPC)的價值所在。 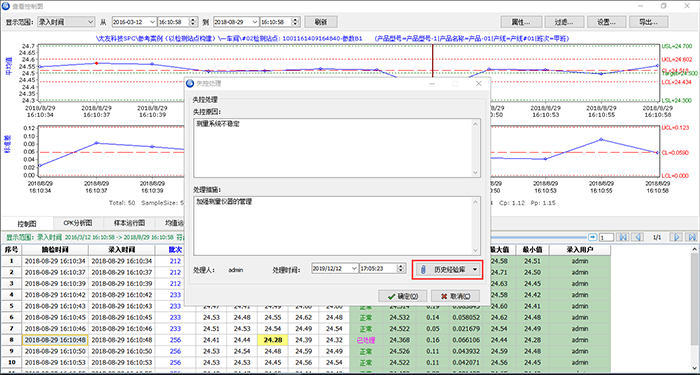
以上是太友QSmart SPC軟件對控制圖失控處理方法,可調用“歷史經驗庫”作為一種異常差異標準 要利用SPC控制圖實現預防作用就必須執行上述20個字:查出異因,采取措施,保證消除,納入標準,不再出現。從這點出發,必須強調要求現場生產第一線的工程技術人員來推行和使用統計過程控制(SPC),把它作為日常工作的一部分,而質量管理人員則應該起到組織、協調的作用。 |
|
|
|
廣州市太友計算機科技有限公司 版權所有 電子郵件:
|
