|
π§–ڃС¶∑÷Œˆ «∆∑Ÿ|πпÌπ§◊˜÷–÷ÿ“™µƒ“ªÌóÉ»»ð£¨ «”√ÅÌ‘uπ¿þ^≥㮪Úπ§–Ú£©÷∆‘Ï∫œ∏ÒÆa∆∑ƒÐ¡¶µƒ“ª∑N ÷∂Œ£¨CPK°¢PPK°¢CPµ»Ö¢îµ «‘uπ¿þ^≥㮪Úπ§–Ú£©µƒ÷ÿ“™Ö¢øº÷∏òÀ£¨ «≈døÕëÙúœÕ®º∞É»≤øþM––∆∑Ÿ|∏ƒ…∆µƒ÷ÿ“™Ìóƒø÷Æ“ª°£
ÑìΩ®π§–ڃС¶∑÷ŒˆàD
嶔⁄π§–ڃС¶∑÷ŒˆàDµƒΩ®¡¢£¨ø…“‘÷±Ω”Õ®þ^ô”—µƒ
SPCœµΩy
◊‘Ñ”…˙≥…£¨∆‰ÑìΩ®Ö¢îµ‘O÷√»Áœ¬£∫
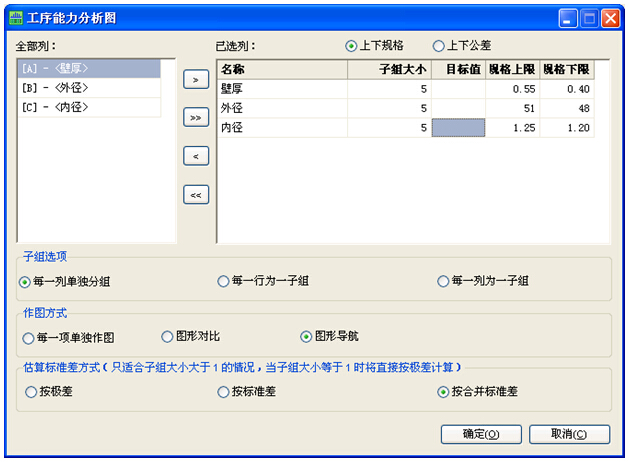
…œœ¬“é∏Ò£∫÷±Ω”ðî»ÎƒøòÀ÷µ°¢“é∏Ò…œœÞ°¢“é∏Òœ¬œÞµƒ∑Ω Ω£¨ƒøòÀ÷µø…≤ªðî»Î£¨“é∏Ò…œœÞªÚ“é∏Òœ¬œÞ±ÿÌöðî»Î∆‰÷–“ªÌó£ª
…œœ¬π´≤Ó£∫…œœ¬π´≤Ó∑Ω Ω±ÿÌöðî»ÎƒøòÀ÷µ£¨…œπ´≤Óº∞œ¬π´≤Ó±ÿÌöðî»Î∆‰÷–“ªÌó£¨ÜŒþÖπ´≤Óïr£¨ðî»Î∆‰÷–“ªÌóº¥ø…£¨¡ÌÕ‚“ªÌóûÈø’£ª
◊”ΩMþxÌó£∫∏˘ì˛ŸY¡œæþÛw≈≈¡–µƒ∑Ω Ω¥_∂®þxìÒ∆‰÷–µƒ“ª∑N∑Ω Ω£¨ÆÌóîµì˛øÁ∂ýÇÄ¡–ïr£¨ÑtþxìÒ°∞√ø“ª––ûÈ“ª◊”ΩM°±ªÚ «°∞√ø“ª¡–ûÈ“ª◊”ΩM°±µƒ∑Ω Ω£ª
◊˜àD∑Ω Ω£∫œµΩyÃ·π©»˝∑NàD–Œµƒ±Ì¨F∑Ω Ω£¨ π”√’þø…∏˘ì˛æþÛwµƒ–Ë“™þM––þxìÒ£¨àD–Œå¶±»∑Ω ΩûÈ–Ë“™å¶∂ýàDþM––嶱»µƒïr∫ÚΩõ≥£≤…”√µƒ∑Ω Ω£ª
π¿À„òÀú ≤Ó∑Ω Ω£∫¥ÀÃé÷π©¡À»˝∑N”ãÀ„òÀú ≤Óµƒ∑Ω Ω£¨þxìÒ≤ªÕ¨µƒ”ãÀ„∑Ω Ω£¨”ãÀ„≥ˆµƒCPK“ª∞„«Èõrœ¬∂º”–“ª–©≤ÓÆ꣨÷˜“™ «”…”⁄”ãÀ„µƒπ´ Ω≤ª“ªò”À˘åß÷¬µƒ£¨Æî«∞”√ëÙ”√µƒ±»ð^∂ýµƒ «µ⁄“ªÌ󣨓≤ «Ç˜Ωyµƒ”ãÀ„∑Ω Ω£¨Æî«∞π´’J±»ð^òÀú µƒ∑Ω Ωûȵ⁄»˝∑N∑Ω Ω£¨Æî π”√’þ∞l¨Få¶Õ¨“ªΩMîµì˛£¨”ãÀ„µƒΩYπ˚”–≤ÓÆêïr£¨¥Û≤ø∑÷«ÈøÇœ¬ «”…”⁄þxìÒπ¿À„òÀú ≤Óµƒ∑Ω Ω≤ª“ª÷¬åß÷¬µƒ°£
∞∏¿˝îµì˛
“ªº“æ´√ÐôC–µ÷∆‘Ï…Ãœ£Õ˚‘uπ¿“ª¡„º˛µƒ÷±èΩ «∑Ò∑˚∫œ“é∏Ò£¨÷±èΩ±ÿÌöûÈ40°¿10≤≈∑˚∫œπ§≥Óé∏Ò£¨∑÷ŒˆÜT‘uπ¿þ^≥õƒƒÐ¡¶“‘¥_±£∆‰ùM◊„øÕëÙµƒ“™«Û£¨º¥PPKûÈ1.33£¨∑÷ŒˆÜT√ø–°ïr胅˙ÆaæÄ÷–»°5ÇÄþB¿mµƒÆa∆∑◊˜ûÈ“ªÇÄ◊”ΩM£¨≤¢”õ‰õ÷±èΩ£¨œ¬√Ê «Õ®þ^ô”—µƒSPCœµΩy◊‘Ñ”ðî≥ˆµƒπ§–ڃС¶∑÷ŒˆàD£∫
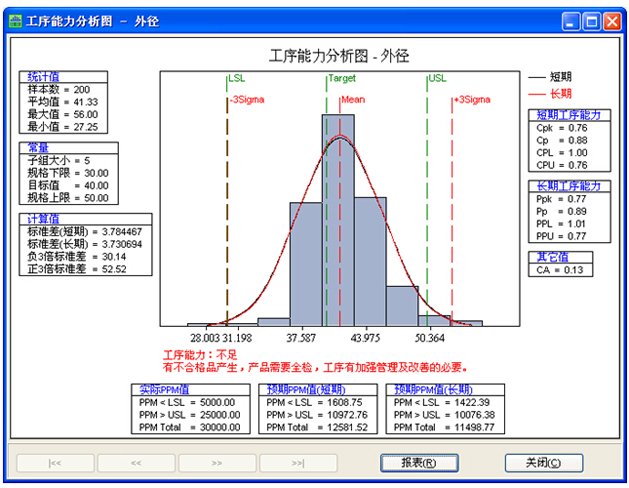
ΩYπ˚Ω‚·å£∫
•èƒΩy”ã÷µ÷–Œ“ÇÉø…“‘ø¥≥ˆò”±æø°¢∆Ωæ˘÷µ°¢◊Ó¥Û÷µ°¢◊Ó–°÷µ£ª
•ø…“‘ø¥µΩþ^≥Ã∆Ωæ˘÷µ£®41.33£©¬‘¥Û”⁄ƒøòÀ£®40£©£¨≤¢«“∑÷≤ºµƒÉ…ÇÄŒ≤≤ø∂º¬‰‘⁄“é∏ÒœÞ÷ÆÕ‚£¨þ@“‚Œ∂÷¯£¨”–ïrï˛∞l¨Fƒ≥–©¡„º˛µƒ÷±èΩ–°”⁄30¿Â√◊µƒ“é∏Òœ¬œÞªÚ¥Û”⁄50¿Â√◊µƒ“é∏Ò…œœÞ°£
•PPK÷∏îµ±Ì√˜þ^≥Ã…˙ÆaµƒÜŒŒª «∑Ò‘⁄π´≤ÓœÞÉ»£¨¥ÀÃ飨PPK÷∏îµûÈ0.76£¨±Ì√˜÷∆‘υñÿÌöÕ®þ^úp…Ÿ◊ÉÆê≤¢ πþ^≥Ó‘ƒøòÀûÈ÷––ƒÅÌ∏ƒþMþ^≥ã¨Îm»ª£¨≈cþ^≥Ã≤ª“‘ƒøòÀûÈ÷––ƒœý±»£¨þ^≥Ã÷–µƒð^¥Û◊ÉÆê嶥À…˙ÆaæÄ∂¯—‘ «á¿÷ÿµ√∂ýµƒÜñÓ}£¨þ^≥Ã∆´Îx÷––ƒµƒ∆´¬ ≥Ã∂»ø…“‘”√CA÷µÅÌ‘uπ¿£¨¥ÀÃéûÈ0.13£®13%£©‘⁄‘Sø…∑∂á˙÷ÆÉ»£¨“ª∞„≤ª≥¨þ^0.15£®15%£©°£
•Õ¨ò”£¨PPM∫œ”㣮ÓA∆⁄PPM÷µÈL∆⁄£© «∆‰ ÐÍP◊¢µƒÃÿ’˜‘⁄π´≤ÓœÞ÷ÆÕ‚µƒ∞Ÿ»f∑÷îµì˛≤øº˛îµ£®11498.77£©£¨þ@“‚Œ∂÷¯√ø“ª∞Ÿ»fÇÄ¡„≤øº˛÷–¥Ûºs”–114989ÇÄ≤ª∑˚∫œ“é∏Ò°£
•÷∆‘Ï…ÃŒ¥ùM◊„øÕëÙµƒ“™«Û£¨ë™Õ®þ^ΩµµÕþ^≥Ã◊ÉÆêÅÌ∏ƒþM∆‰þ^≥ð£
|
