|
’™“™: ”ãîµÓê–Õµƒøÿ÷∆∞¸¿®P°¢nP°¢U°¢C Àƒ∑NÓê–Õµƒøÿ÷∆àD£¨‘⁄¿˚”√
QSmart SPCÐõº˛
ÅÌþM––”ãîµ÷µøÿ÷∆µƒ‘O÷√∑Ω∑®≈c”ã¡ø÷µøÿ÷∆‘O÷√µƒ≤Ÿ◊˜∑Ω∑®ÓêÀ∆£¨÷˜“™Ö^Ñe‘⁄”⁄≤ø∑÷֢O÷√µƒÖ^Ñe£¨“‘œ¬å¢·òå¶√ø“ªÓêøÿ÷∆µƒ‘O÷√þM––‘îºöµƒ’f√˜°£
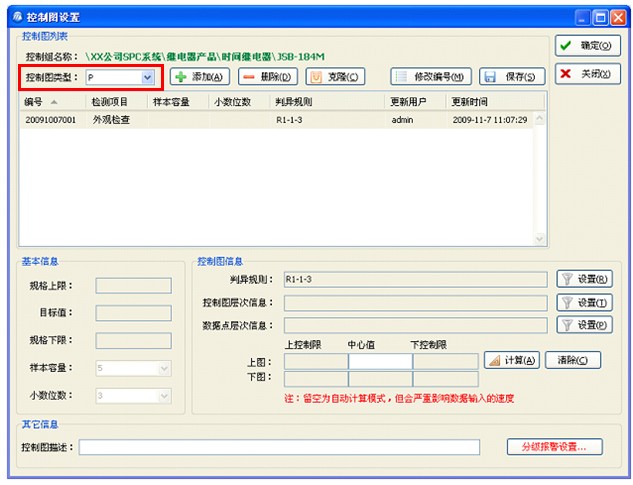
1)Pøÿ÷∆àD:Pøÿ÷∆àDµƒ÷––ƒ÷µ£®CL£©µƒûÈ∏˘ì˛öv ∑îµì˛”ãÀ„≥ˆÅ̵ƒ≤ª∫œ∏Ò∆∑¬ µƒ÷µ£¨”√ëÙø…“‘¡Ùø’ªÚ∏˘ì˛öv ∑îµì˛÷±Ω”ðî»Î£¨¡Ùø’Ñt±Ì æPøÿ÷∆àDµƒ÷––ƒ÷µ£®CL£©å¢√ø¥Œ∏˘ì˛ðî»Îµƒîµì˛◊‘Ñ”þM––÷ÿÀ„°£
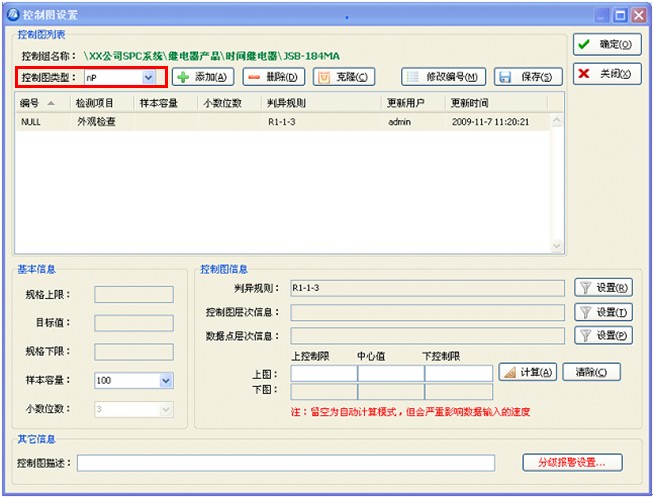
2)≤ª∫œ∏Ò∆∑îµnPøÿ÷∆àD:nPøÿ÷∆àD∫ÕPøÿ÷∆àDª˘±æœýÕ¨£¨≤ªÕ¨÷ÆÃé‘⁄”⁄nPøÿ÷∆àD÷–∏˜ò”±æ»ð¡øë™∫„∂®°£
•
ò”±æ»ð¡ø£∫”√ëÙø…÷±Ω”ðî»Î√ø¥ŒπÃ∂®þM––≥Èôzµƒò”∆∑ø°£
•
øÿ÷∆œÞ£∫”√ëÙø…“‘¡Ùø’ªÚ∏˘ì˛öv ∑îµì˛÷±Ω”ðî»Î£¨¡Ùø’Ñt墑⁄”––¬îµì˛‰õ»Îïr£¨œµΩy“¿ì˛À˘”–îµì˛”ãÀ„øÿ÷∆œÞ°£
3)
Uøÿ÷∆àD
:Uøÿ÷∆àDûÈøÿ÷∆ÜŒŒª≤ª∫œ∏Òîµµƒøÿ÷∆àD,”√”⁄øÿ÷∆√øÇÄôzÚûÜŒ‘™É»≤ª∫œ∏Òîµ£®»±œðîµ£©µƒîµ¡ø°£∆‰÷––ƒ÷µ£®CL£©ûÈ∏˘ì˛öv ∑îµì˛”ãÀ„≥ˆÅ̵ƒÜŒŒªÆa∆∑µƒ≤ª∫œ∏Òîµ(»±œðîµ)µƒ÷µ,”√ëÙø…“‘¡Ùø’ªÚ∏˘ì˛öv ∑îµì˛÷±Ω”ðî»Î£¨¡Ùø’Ñt±Ì æ U øÿ÷∆àDµƒ÷––ƒ÷µ£®CL£©å¢√ø¥Œ∏˘ì˛ðî»Îµƒîµì˛◊‘Ñ”þM––÷ÿÀ„°£
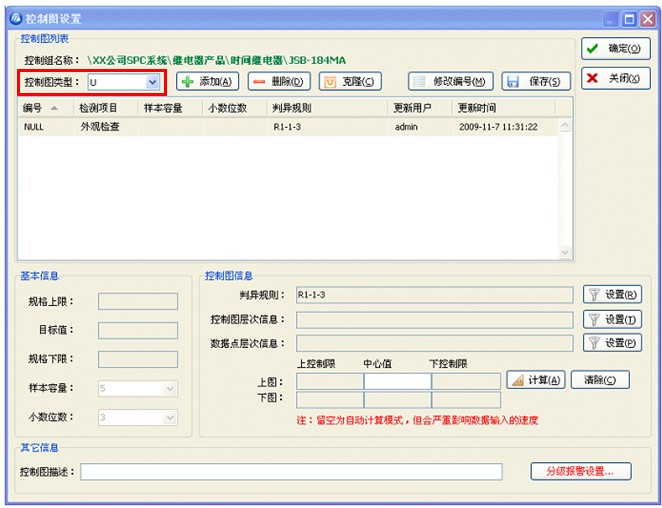
’f√˜£∫Uøÿ÷∆àD≈cPøÿ÷∆àDµƒÖ^Ñe£¨Uøÿ÷∆àD÷˜“™”√”⁄øÿ÷∆ÜŒÇÄÆa∆∑µƒ»±œðµƒîµ¡ø£¨»Á≤º∆•µƒË¶¥√ø£¨∂¯Pøÿ÷∆àD «·ò嶒˚ÇÄÆa∆∑ «∑ÒûÈ≤ª¡ºþM––±Oøÿ£¨“≤º¥øÿ÷∆µƒ «≤ª∫œ∏ÒÆa∆∑µƒîµ¡ø°£
4)Cøÿ÷∆àD:”√ÅÌúy¡øôzÚûπÃ∂®≥Èò”øœ¬Æa∆∑µƒ≤ª∫œ∏Òîµ£®»±œðîµ£©°£C àD“™«Ûò”±æ»ð¡ø∫„∂®
ªÚ Ðôz≤ƒ¡œîµ¡ø∫„∂®°£÷˜“™”√”⁄£∫
a)»±œð∑÷≤º‘⁄þB¿mµƒÆa∆∑¡˜…œ£®»Áƒ·˝à…œµƒ¥√¸c°¢≤£¡ß…œµƒ∆˚≈𣩰¢“‘º∞”√»±œðµƒ∆Ωæ˘±»¬ ±Ì 浃µÿ∑Ω£®»Á100∆Ω∑Ω√◊ƒ·˝à…œµƒ¥√¸c£©°£
b)‘⁄ÜŒÇĵƒôzÚû≈˙÷–ø…ƒÐ∞l¨F‘S∂ý≤ªÕ¨ùì‘⁄“ÚÀÿ‘Ï≥…µƒ»±œð£®»Á‘™º˛ø…ƒÐ¥Ê‘⁄“ªÇĪÚ∂ýÇĵƒ»±œð£©°£
•
ò”±æ»ð¡ø£∫”√ëÙø…÷±Ω”ðî»Î√ø¥ŒπÃ∂®þM––≥Èôzµƒò”∆∑ø°£
•
øÿ÷∆œÞ£∫”√ëÙø…“‘¡Ùø’ªÚ∏˘ì˛öv ∑îµì˛÷±Ω”ðî»Î£¨¡Ùø’Ñt墑⁄”––¬îµì˛‰õ»Îïr£¨œµΩy“¿ì˛À˘”–îµì˛”ãÀ„øÿ÷∆œÞ°£

|
