|
’™“™£∫π§–Ú «Æa∆∑°¢¡„≤øº˛÷∆‘Ïþ^≥õƒª˘±æ≠hπù£¨“≤ «∆∑Ÿ|ôzÚûµƒª˘±æ≠hπù°£å¶π§–Úåç––á¿∏Òµƒπ§–Úøÿ÷∆£¨À¸ƒÐ‘⁄éÕ÷˙¨F¥˙π§Àá∏¸º”∏ª”––߬ π§◊˜µƒÕ¨ïr£¨“≤ π¨F¥˙π§Àáæþ”–Ωõù˙…œµƒ¨Fåç“‚¡x°£∂¯å¶
π§–ڃС¶
∑÷Œˆïr,Œ“ÇÉ–Ë“™Õ®þ^”ãÀ„÷∆≥ÃС¶÷∏îµÅÌ≈–îýπ§–ڃС¶µƒ¥Û–°.
÷∆≥ÃС¶÷∏îµ
«÷∏÷∆≥ÃС¶≈c÷∆≥ÃøòÀœý±»ð^µƒ∂®¡ø√Ë ˆµƒîµ÷µ£¨º¥±Ì æ÷∆≥ÃùM◊„Æa∆∑Ÿ|¡øòÀú µƒ≥Ã∂»°£“ª∞„“‘CpªÚCpk±Ì æ°£
Cp:þm”√”⁄Ÿ|¡øòÀú “é∏Òµƒ÷––ƒ÷µ≈cåçúyîµì˛µƒ∑÷≤º÷––ƒ÷µ“ª÷¬£¨º¥üo∆´Îxµƒ«Èõrœ¬°£
Cpk:þm”√”⁄Ÿ|¡øòÀú “é∏Òµƒ÷––ƒ÷µ≈cåçúyîµì˛µƒ∑÷≤º÷––ƒ÷µ≤ª“ª÷¬£¨º¥”–∆´Îxµƒ«Èõrœ¬°£
÷∆≥ÃС¶÷∏îµ≈–∂®òÀú

÷∆≥ÃС¶÷∏îµ”ãÀ„
‘⁄”ãÀ„÷∆≥ÃС¶÷∏îµïr, ”ãÀ„»°ò”îµì˛÷¡…Ÿë™”–20ΩMîµì˛£¨∑Ωæþ”–“ª∂®¥˙±Ì–‘£ª”ãÀ„Cpk≥˝ ’ºØ»°ò”îµì˛Õ‚£¨þÄë™÷™ï‘‘ì∆∑Ÿ|Ãÿ–‘µƒ“é∏Ò…œœ¬œÞ(USL£¨LSL)£¨≤≈ø…Ìò¿˚”ãÀ„∆‰÷µ°£
»Á:ƒ≥π§–Úµƒ“é∏Ò“™«ÛûÈ10°¿0.1mm,åçÎHúy≥ˆ50ÇÄò”±æ÷µ»Áœ¬,”ãÀ„≥ˆ‘ìπ§–ÚµƒCpk;
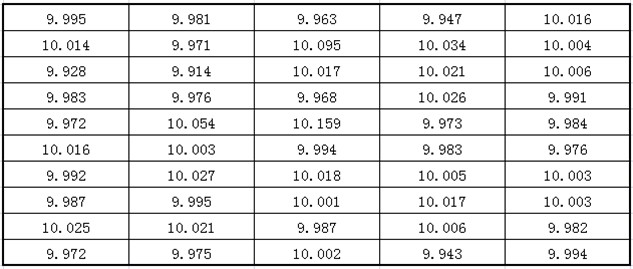
ǘΩyµƒ∑Ω∑® «”√Excelµƒ°∞STDEV°±∫Øîµ◊‘Ñ””ãÀ„À˘»°ò”îµì˛µƒòÀú ≤Ó£®¶“£©£¨‘Ÿ”ãÀ„≥ˆ“é∏Òπ´≤Ó£®T£©£¨º∞“é∏Ò÷––ƒ÷µ£®u£©,»ª∫Û”ãÀ„≥ˆCA÷µ,◊Ó∫Û‘ŸÕ®þ^π´ Ω”ãÀ„≥ˆCPK.þ@∑N∑Ω∑®π§◊˜¡ø¥Û,∂¯«“π§◊˜∑«≥£∑±¨ç.ûÈ¡ÀΩ‚õQƒø«∞þ@“ª∑N«Èõr,ø…“‘÷±Ω”∞—∞—îµì˛èÕ÷∆µΩô”—µƒ
CPK”ãÀ„Ðõº˛
¿ÔæÕø…“‘«Ûµ√CPKÅÌ≈–îý‘ìπ§–ڃС¶:
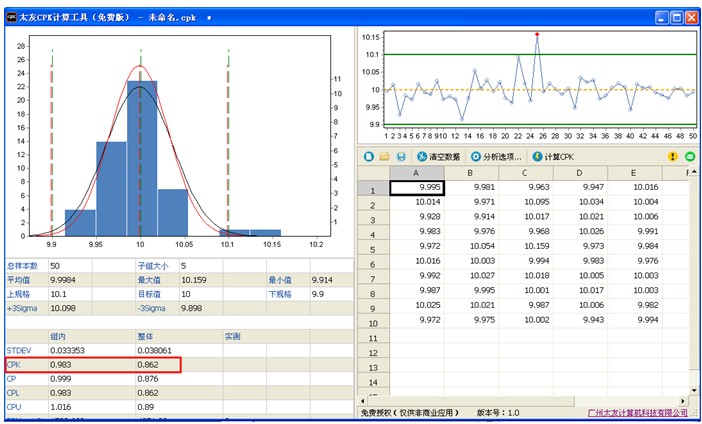
Õ®þ^CPK”ãÀ„Ðõº˛ø…“‘µ√≥ˆCPK=0.983,∏˘ì˛…œ√Ê÷∆≥ÃС¶÷∏îµ≈–∂®òÀú ø…÷™,‘ìCPK÷µ¬‰‘⁄:
0.67®QCPK£º1.00∑∂á˙É»,±Ì æ÷∆≥Ã≤ª¡ºð^∂ý£¨±ÿÌö÷…˝ƒÐ¡¶.
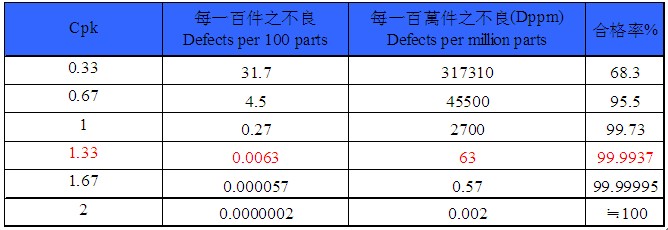
Õ®þ^å¶÷∆≥ÃС¶÷∏îµµƒ”ãÀ„∑÷Œˆ,ø…“‘¡ÀΩ‚Æa∆∑÷∆≥õƒÀÆ∆Ω£¨¥_±£Æa∆∑Ÿ|¡ø£¨∑¿÷π≤ª¡º∆∑Æa…˙°£Õ®þ^∆‰”ãÀ„ΩYπ˚ø…“‘÷™µ¿Æa∆∑∏ƒ…∆ø’Èg,≤¢«“ø…“‘Õ∆π¿≥ˆÆa∆∑≤ª¡º¬ °£œ¬√Ê∏Ω…œ
CPK
≈c∫œ∏Ò¬ ÷ÆÈgµƒìQÀ„±Ì∏Ò:
|
