|
’™“™£∫
SPCÐõº˛
÷˜“™ «”√ÅÌ嶅˙Æaþ^≥õƒπ§ÀáÖ¢îµþM––åçïr±Oøÿ≈c∑÷Œˆ,±£◊C◊ÓΩKø…“‘åç¨F∏¸∑Ä∂®µƒÆa∆∑Ÿ|¡ø. ¿˚”√SPCå¶∫Òƒ§ªÏ∫œºØ≥…Îä¬∑ (HIC)µƒπ§ÀáþM––åçïr±Oøÿ≈c∑÷Œˆ, 嶥ŸþM∫Òƒ§ªÏ∫œºØ≥…Îä¬∑Ÿ|¡øπпÌÀÆ∆ΩµƒÃ·∏þ∫Õ∆ÛòI∫À–ƒ∏ÇÝ顶µƒÃ·…˝æþ”–∑«≥£¨Få絃“‚¡x°£
SPCÐõº˛‘⁄ HICπ§Àá÷–µƒë™”√÷˜“™∞¸¿®“‘œ¬Àƒ¥Û≤ø∑÷:
•
¥_∂®÷˜“™π§ÀẺ–gÖ¢îµ;
•
HTCπ§ÀáÖ¢îµøÿ÷∆àDµƒþxìÒ≈c‘O÷√
•
HICº”π§þ^≥Ã÷–µƒîµì˛≤…ºØ;
•
π§Àá֢∞Ÿ|¡ø÷∏òÀ∑÷Œˆ;
œ¬√ÊŒ“ÇÉ÷˜“™ΩÈΩB¿˚”√QSmart SPCœµΩyÅÌå¶∫Òƒ§ªÏ∫œºØ≥…Îä¬∑ (HIC)µƒ
π§ÀáÖ¢îµ
þM––åçïr±Oøÿ≈c∑÷Œˆµƒ÷˜“™≤ΩÛE:
1. ¥_∂®÷˜“™π§ÀẺ–gÖ¢îµ ,åç¨F֢Øøÿ÷∆
Õ®þ^嶓‘Õ˘…˙Æaþ^≥Ã÷– π”√µƒøÿ÷∆àD,π§Àá֢¢ºº–gólº˛‘îºö’{—–µƒª˘µA…œ,ΩY∫œ HICπ§ÀẔπ§Ãÿ’˜ ,¥_∂®¡À“‘œ¬5∑N÷±Ω””∞ÌëªÏ∫œºØ≥…Îä¬∑Ÿ|¡ø≈cø…øø–‘µƒπ§ÀáÖ¢îµ:
•
æW”°π§–Úµƒƒ§∫Ò;
•
’≥∆¨π§–Úµƒ‘™º˛ºÙ«–¡¶;
•
ÊI∫œπ§–ÚµƒÊI∫œ¿≠¡¶;
•
∆Ω––øp∫∏π§–Úµƒ¬©ö‚¬ ;
•
º§π‚’{◊Ëπ§–Úµƒ’{◊Ëæ´∂»;
¥_∂®∫√HICµƒ
ÍPÊIπ§ÀáÖ¢îµ
∫Û,Œ“ÇÉæÕø…“‘÷±Ω”¿˚”√SPCœµΩyÅÌΩ®¡¢∆‰π§Àá֢À,»Áœ¬:

2.HTCπ§ÀáÖ¢îµøÿ÷∆àDµƒþxìÒ≈c‘O÷√
Œ“ÇÉ‘⁄¿˚”√SPCÅÌ◊ˆ∆∑Ÿ|±Oøÿ∑÷Œˆïr£¨øÿ÷∆àD «∆‰÷–“ªÇÄ∫À–ƒµƒ∑÷Œˆπ§æþ£¨∂¯øÿ÷∆àDµƒ∑NÓê”÷”–∫Ð∂ý∑N£¨÷ª”–·òå¶√øÇÄπ§ÀáÖ¢îµþxìÒ’˝¥_µƒøÿ÷∆àDïr£¨≤≈ƒÐ∏¸ú ¥_µÿå¶π§ÀáÖ¢îµþM––∑÷Œˆ°£∏˘ì˛HIC∏˜÷˜“™π§–Úµƒπ§ÀáÃÿ¸c ,Õ¨ïr“¿ì˛
SPCøÿ÷∆àD
µƒþx”√òÀú ,Œ“ÇÉ¥_∂®¡À HICπ§Àá 5∑N÷˜“™π§ÀẺ–gÖ¢îµå¶ë™µƒøÿ÷∆àD ,æþÛw π”√»Áœ¬:
•
æW”°π§–Úµƒƒ§∫Òë™≤…”√µƒøÿ÷∆àD£∫XSæ˘÷µ-òÀú ∆´≤Óøÿ÷∆àD£ª
•
’≥∆¨π§–Úµƒ‘™º˛ºÙ«–¡¶ë™≤…”√µƒøÿ÷∆àD£∫ªÿöwøÿ÷∆àD£ª
•
ÊI∫œπ§–ÚµƒÊI∫œ¿≠¡¶ë™≤…”√µƒøÿ÷∆àD£∫XSæ˘÷µ-òÀú ∆´≤Óøÿ÷∆àD£ª
•
∆Ω––øp∫∏π§–Úµƒ¬©ö‚¬ ë™≤…”√µƒøÿ÷∆àD£∫XSæ˘÷µ-òÀú ∆´≤Óøÿ÷∆àD£ª
•
º§π‚’{◊Ëπ§–Úµƒ’{◊Ëæ´∂»ë™≤…”√µƒøÿ÷∆àD£∫ªÿöwøÿ÷∆àD£ª
»Áœ¬þ@ÇÄ «XSæ˘÷µ-òÀú ≤Óøÿ÷∆àDµƒ‘O÷√ æ¿˝£∫
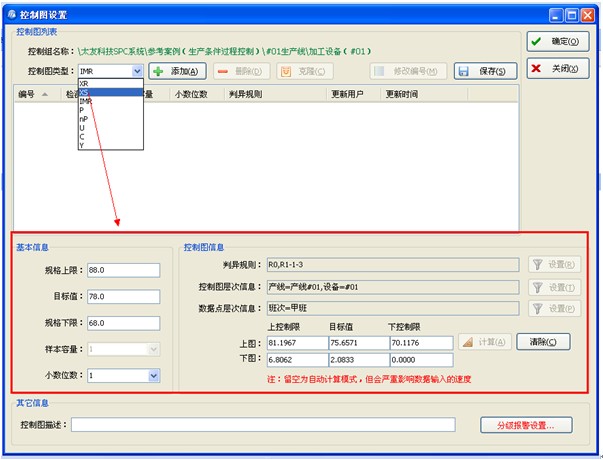
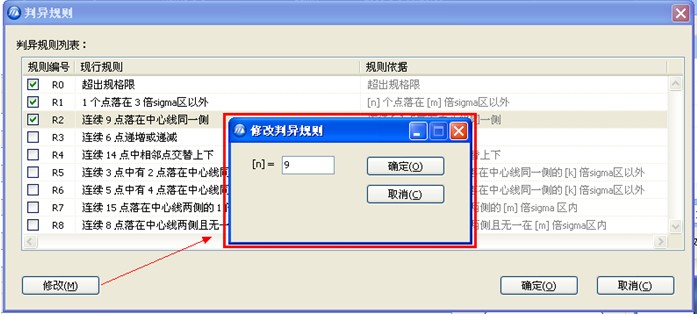
’f√˜£∫‘⁄øÿ÷∆àD‘O÷√¿Ô£¨ø…“‘‘O÷√“é∏Ò…œœ¬œÞ°¢ò”±æ»ð¡ø°¢…œœ¬øÿ÷∆œÞ“‘º∞≈–Æê“éÑt‘O÷√µ»£¨∆‰÷–≈–Æê“éÑt£¨∆ÛòIø…“‘∏˘ì˛∆ÛòIÆa∆∑◊ÉÆ굃“éÑtþxìÒœý뙵ƒ≈–ÆêòÀú £¨ªÚå¶∆‰þM–––Þ∏ƒ£∫
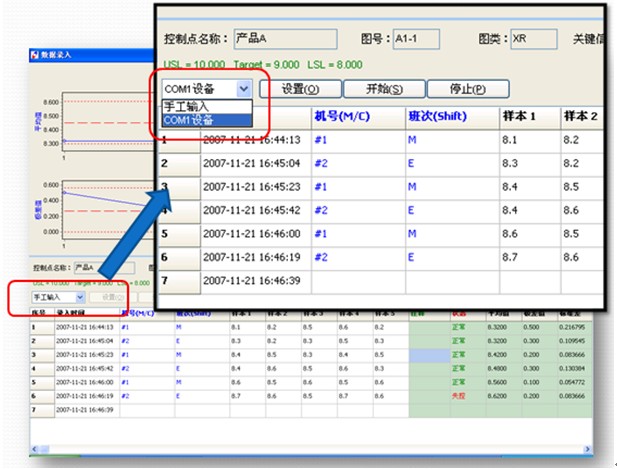
3.HICº”π§þ^≥Ã÷–µƒîµì˛≤…ºØ
嶔⁄îµì˛≤…ºØþ@âK,
QSmart SPCœµΩy
÷ß≥÷ ÷π§‰õ»Î,»Áπ˚”√ëÙ”–úy¡øÉx∆˜æþ”–◊‘Ñ”îµì˛≤…ºØΩ”ø⁄Ñtø…“‘≤…”√◊‘Ñ”‰õ»Î°£
4£Æπ§Àá֢∞Ÿ|¡ø÷∏òÀ∑÷Œˆ
SPCœµΩy÷π©∞¸¿®
CPK∑÷Œˆ
º∞øÿ÷∆àD‘⁄É»µƒ∂ýÓêŸ|¡ø∑÷Œˆ∑Ω∑®£¨»Áœ¬þ@ÇÄ «å¶∫Òƒ§ªÏ∫œºØ≥…Îä¬∑ (HIC)µƒæW”°π§∑ºµƒƒ§∫ÒþM––µƒCPKπ§–Ú∑÷ŒˆàD£∫
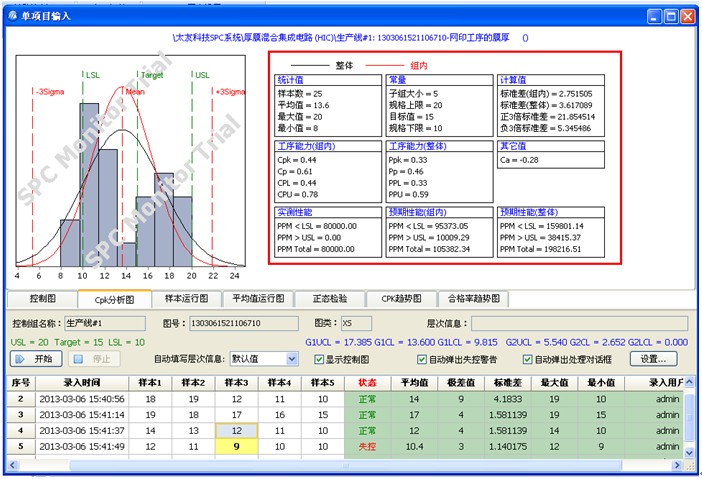
œµΩy÷ß≥÷…˙≥…π§–ڃС¶µ»à۱̣¨Õ®þ^π§–ڃС¶àÛ±Ì, ø…“‘◊åπпÌ唡ÀΩ‚µΩÀ˘”–Æa∆∑∏˜÷ÿ“™∆∑Ÿ|øÿ÷∆ÌóƒøµƒCPKµ»∆∑Ÿ|÷∏òÀîµì˛°£

Õ®þ^
SPCÐõº˛
þM“ª≤Ω÷…˝¡À∫Òƒ§ªÏ∫œºØ≥…Îä‘íHICµƒÆaæÄŸ|¡øπпÌ∫Õπ§Àáøÿ÷∆ÀÆ∆Ω£¨Õ®þ^ë™”√øÿ÷∆àD嶅˙Æaþ^≥õƒ5ÇÄπ§ÀáÖ¢îµþM––åçïr±Oøÿ ,嶅˙Æaþ^≥õƒÆê≥£⁄ÖÑð÷≥ˆÓAæØ ,“‘±„…˙Æaπп̻ÀÜTº∞ïr≤…»°¥Î © ,œ˚≥˝Æê≥£ ,ª÷èÕþ^≥õƒ∑Ä∂® ,þ_µΩ÷∏þ∫Õøÿ÷∆Ÿ|¡øµƒƒøµƒ°£
|
