|
摘要:當分布中心與公差中心重合時,工序能力指數記為Cp。當分布中心與公差中心有偏離時,工序能力指數記為
CPK
。運用工序能力指數,可以幫助我們掌握生產過程的質量水平。
(1)單向公差值情況的工序能力指數CPL和CPU :
•
當給定單向公差的上限公差時 ,無下限要求,則
工序能力指數
應按下式計算:CPU=(TU-μ)/3σ
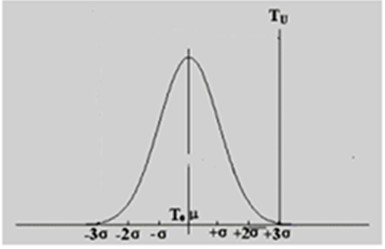
注:若μ>TU ,則取CPU為零,說明該工序完全沒有工序能力。
•
當給定單向公差的下限公差時 ,無上限要求,工序能力指數應按下式計算:
CPL=(μ-TL)/3σ
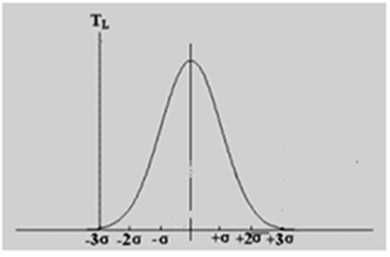
注:若μ<TL ,則取CPL為零,說明該工序完全沒有工序能力。
(2)雙向公差值情況的工序能力指數
CP
:
•
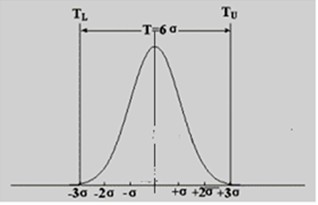
當給定雙向公差,質量數據分布中心( X )與公差中心(M)相一致時,工序能力指數應按下式計算:Cp=T/6S=(Tu-Tl)/6S
•
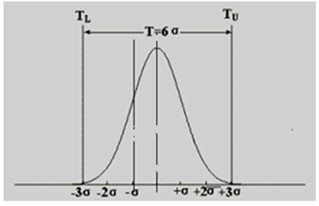
當給定雙向公差,質量數據分布中心(X)與公差中心(M)不一致時,即存在中心偏移量(ε),則按下式計算:CPK=(T-2ε)/6S ε=|M-X|
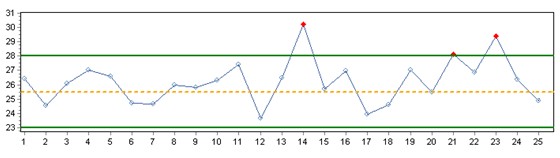
對于任何生產過程,產品質量總是分散地存在著。工序能力越高,則產品質量特性值的分散就會越小;工序能力越低,則產品質量特性值的分散就會越大。所以,只要我們計算出工序能力指數值,就能知道產品的品質情況,對于CPK的計算,除了人工計算外,也可以直接利用太友的免費
CPK計算工具
直接計算,無需人工計算,效率高,且可生成各種控制圖輔助分析品質特性.
|
