|
’™“™£∫ƒø«∞¥Û≤ø∑÷ŒÂΩ◊¢ÀЖ–òIþ^≥ÃС¶øÿ÷∆ð^≤Ó£¨∆ÛòITQCµƒøÿ÷∆ƒÐ¡¶»ı£¨àÛèU°¢ÕÀÿõ¨FœÛð^∂ý°£¥Û≤ø∑÷◊¢ÀÐ∆ÛòIµƒŸ|¡øøÿ÷∆ƒ£ Ω»‘“‘ôzÚû∞—ÍP°¢ΩYπ˚øÿ÷∆ûÈ÷˜£¨…–Œ¥Ω®¡¢∆æ´ú ªØµƒÓA∑¿Ûwœµ°£œ¬√ÊŒ“ÇÉ÷˜“™ΩÈΩB»Á∫Œ¿˚”√
SPC
÷∏þŒÂΩ◊¢ÀЖ–òIµƒ∆∑Ÿ|ÜñÓ}.
SPC «¿˚”√Ωy”ã∑Ω∑®å¶þ^≥Ã÷–µƒ∏˜ÇÄÎA∂ŒþM––øÿ÷∆£¨èƒ∂¯þ_µΩ∏ƒþM≈c±£◊CŸ|¡øµƒƒøµƒ°£SPCèä’{“‘»´þ^≥õƒÓA∑¿ûÈ÷˜°£œ¬√ÊŒ“ÇÉ≈e“ªÇÄŒ“ÇɵƒŒÂΩ––òIµƒøÕëÙ∞∏¿˝£¨∑Ω±„¥Ûº“∏¸»ð“◊¡ÀΩ‚»Á∫Œ¿˚”√SPCÅÌ÷∏þŒÂΩ◊¢ÀЖ–òIµƒ∆∑Ÿ|ÜñÓ}.
Mπ´Àæ «“ªº“◊¢Àк”π§∆ÛòI£¨ìÌ”–∏˜ÓêCMMúy¡øÉx∆˜≥¨þ^20≈_£¨∆‰À¸úy¡øÉx∆˜»Ù∏…£¨∑÷Ñe”√”⁄å¶≤ªÕ¨µƒ◊¢ÀÐôC°¢ƒ£æþº∞–Õ«ªµƒÆa∆∑þM––úy¡ø£¨≤¢þM––îµì˛∑÷Œˆ£¨”√”⁄÷Æ«∞≤…”√»À𧵃∑Ω Ωå¶úy¡øîµì˛þM––πп̣¨“‘º∞’˚¿Ì≥…√ø‘¬À˘–˵ƒà۱̣¨≤ªµ´∫ƒŸM»À¡¶£¨∂¯«“”…”⁄ÐáÈg…˙ÆaÀŸ∂»ð^øÏ£¨úy¡øΩYπ˚üo∑®º¥ïr∑¥ÅµΩ…˙Æa¨Fàˆ£¨“ªµ©≥ˆ¨FŸ|¡øÜñÓ}£¨ìp ß∑«≥£¥Û°£‘⁄¥À«Èõrœ¬£¨Mπ´ÀæõQ∂®≤…”√Œ“ÇÉô”—ø∆ººµƒåçïr◊‘Ñ”îµì˛≤…ºØºº–gº∞åçïrþ^≥Ãøÿ÷∆µƒ∑Ω∑®å¶÷∆‘Ïþ^≥ÃþM––åçïrSPCøÿ÷∆£¨’˚ÇÄœµΩyµƒæWΩjΩYòã æ“‚àD»Áœ¬À˘ æ£∫
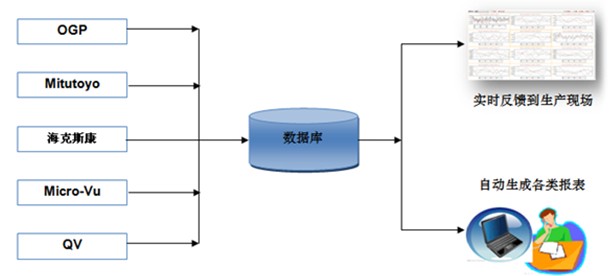
œµΩy’f√˜£∫
•
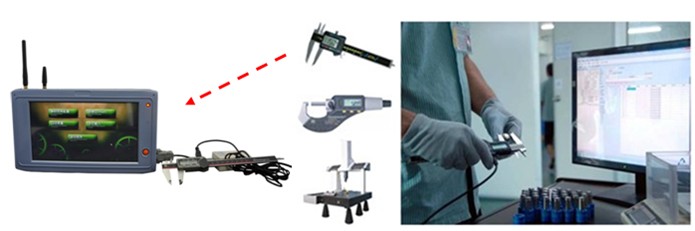
∏˘ì˛≤ªÕ¨µƒÉx∆˜£¨≤…”√÷±Ω”胔≤º˛Ω”ø⁄ǘðîîµì˛ªÚ «èƒîµì˛Œƒº˛÷–åß≥ˆîµì˛µΩîµì˛éÏ÷–£¨îµì˛≤…ºØµƒ∑Ω ΩûÈ◊‘Ñ”≤…ºØ∑Ω Ω£¨üo–Ë»ÀÜT∏…ÓA£ª
•
”√ëÙø…‘O÷√úy¡øîµì˛µƒ‘OljæéÃñ°¢ƒ£æþæéÃñ°¢ƒ£—®Ãñµ»∑÷å”–≈œ¢£¨≤ªÕ¨µƒå”¥Œ–≈œ¢Ô@ æûÈ≤ªÕ¨µƒàD–Œ.
•
Æî≥ˆ¨F≥¨þ^“é∏Òµ»≥ˆ¨FŸ|¡ø ßøÿïr£¨œµΩyå¢◊‘Ñ”àÛæØ£¨¨Fàˆ»ÀÜTå¢Õ£÷π…˙Æa÷±÷¡ÜñÓ}Ω‚õQ£ª
1.òÀú πпÌ∫Õîµì˛≤…ºØ
•
œµΩyûÈ√øÇÄÆa∆∑þM––òÀú ªØµƒôzÚûπп̣¨∂≈Ω^¬©ôz°¢Âeôzµ»ÜñÓ}£¨ÕÍ»´î[√ìºàŸ|ôzÚû”ãÑùµƒ ¯ø`£¨≤¢ø…∏˘ì˛–Ë“™‘O÷√ «∑Òèä÷∆àÖ–°£
•
õ_â∫≥þ¥Áµ»”ã¡ø–ÕµƒΩYπ˚”õ‰õ≤…”√◊‘Ñ”îµì˛≤…ºØµƒ∑Ω Ω£¨ÜTπ§”√¡øæþúy¡ø∫√îµì˛÷Æ∫Û±„◊‘Ñ”‰õ»ÎµΩSPCÐõº˛÷–°££®“≤ø…÷±Ω”¿˚”√Œ“Çɵƒ
îµì˛≤…ºØÉx
þBΩ”∏˜∑Núy¡øÉx∆˜þM––◊‘Ñ”îµì˛≤…ºØ£¨üo–Ë»Àπ§‰õ»Îîµì˛£©
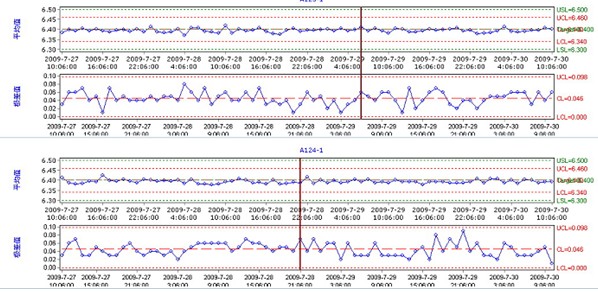
2.åçïr±Oøÿ
•
ÐáÈgôC∆˜þM––åçïr±O“åçïr’∆Œ’ÐáÈgôC∆˜°¢ƒ£æþµ»‘Oljµƒþ\––ÝÓõr£ª
•
åçïr∏˙€ô◊¢ÀÐþ^≥Ã÷–≥…–Õólº˛£∫◊¢ÀÐ÷Ð∆⁄°¢◊¢ÀÐâ∫¡¶°¢◊Ó¥Û◊¢ÀÐâ∫¡¶°¢»€ƒzúÿ∂»°¢ƒ£æþúÿ∂»°¢…‰ƒzÀŸ∂»°¢…‰ƒz¡ø°¢…‰ƒzŒª“∆µ»π§Àá֢¨≤¢åçïröwôn£¨“‘±„”⁄◊∑Àð°£
•
嶅˙Æaþ^≥Ã÷–∞l…˙µƒÆê≥£«ÈõrþM––æØ æ£¨∞¸¿®£∫÷Ð∆⁄àÛæØ°¢ôC∆˜ÝÓëB≤ª√˜àÛæØ°¢úÿ∂»Æê≥£àÛæØ°¢…‰ƒzâ∫¡¶Æê≥£àÛæØ°¢…‰ƒzïrÈgÆê≥£àÛæØ°¢¥Œ∆∑¬ ∏þàÛæØ;
•
å¶õ_â∫∫Õ◊¢Àеƒ≥þ¥Áµ»ÍPÊIÃÿ–‘þM––SPCåçïr±Oøÿ£¨õ_â∫ÐáÈgªÚ◊¢ÀеƒôzúyΩYπ˚≤…ºØ∫ÛåçïrǘÀÕµΩSPCÐõº˛þM––”ãÀ„°¢∑÷Œˆ°¢≈–Æ꣨≥ˆ¨FÆê≥£œµΩyå¢◊‘Ñ”àÛæØ°£
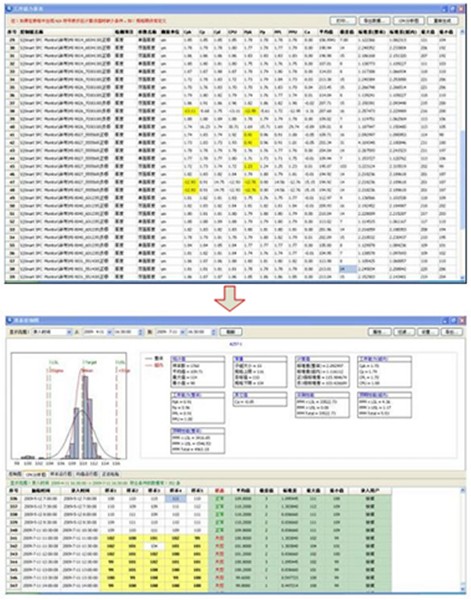
3.πпÌå”îµì˛∑÷ŒˆàÛ±Ì
πпÌ唵ƒÍP◊¢“™¸c£∫–Ë“™ÎSïr¡ÀΩ‚Æî«∞Æa∆∑µƒ’˚ÛwÝÓõr£¨èƒœµΩyîµì˛éϺ¥ïr¡ÀΩ‚µΩÖRøÇîµì˛ªÚà۱̣¨èƒœµΩy÷–ƒÐ∑«≥£»ð“◊µÿµ√µΩ‘uπ¿Æa∆∑∆∑Ÿ|µƒ K¬PI£®ÍPÊI‘uπ¿Ö¢îµ£©÷∏òÀ£¨å¶”⁄¥Ê‘⁄ùì‘⁄ÜñÓ}µƒπ§–Ú“‘∏þ¡¡±≥æ∞ÓÅ…´þM––Ô@ æ°£‘⁄àÛ±Ì÷–¸cì٥ʑ⁄ÜñÓ}µƒƒ≥“ª––îµì˛£¨ø…þM»Î‘îºöîµì˛≤Èø¥ΩÁ√Ê£¨∑÷ŒˆæþÛwµƒ‘≠“Ú.
Õ®þ^
SPCÐõº˛
ø…“‘∏ƒ◊ÉǘΩyŒÂΩ◊¢ÀЖ–òI“‘Ÿ|¡øôzÚûûÈ÷˜µƒ ¬∫Ûøÿ÷∆£¨åç¨FÓA∑¿ûÈ÷˜µƒ ¬œ»øÿ÷∆£¨¥Û∑˘∂»ΩµµÕÆa∆∑≤ª¡º¬ ;åç¨FŸ|¡ø–≈œ¢º∞ïrøÏÀŸ≤È‘É°¢∑¥Å°¢π≤œÌ∫Õ◊∑À𣨑ˆèä∆ÛòIπп̃С¶°£
|
