- SPC應(yīng)用與交流中心|
- SPC云服務(wù)|
- QCData產(chǎn)品網(wǎng)站|
- 名編輯電子雜志大師
-
全國(guó)總機(jī):400-100-8648
廣州熱線:020-85530201
摘要:游標(biāo)卡尺是工業(yè)上常用的測(cè)量長(zhǎng)度的儀器,可直接用來(lái)測(cè)量精度較高的工件,如工件的長(zhǎng)度、內(nèi)徑、外徑以及深度等
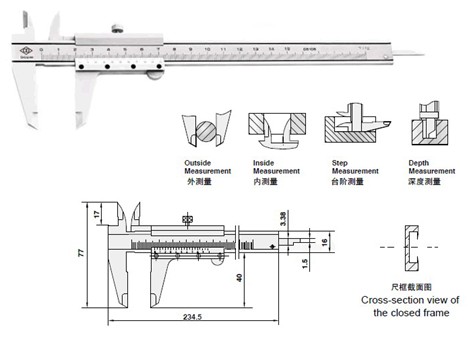
游標(biāo)卡尺的概述
• 游標(biāo)卡尺作為一種被廣泛使用的高精度測(cè)量工具,它是由主尺和附在主尺上能滑動(dòng)的游標(biāo)兩部分構(gòu)成。如果按游標(biāo)的刻度值來(lái)分,游標(biāo)卡尺又分0.1、0.05、0.02mm三種
游標(biāo)卡尺的讀數(shù)方法
以刻度值0.02mm的精密游標(biāo)卡尺為例,讀數(shù)方法,可分三步:
• 1)根據(jù)副尺零線以左的主尺上的最近刻度讀出整毫米數(shù);
• 2)根據(jù)副尺零線以右與主尺上的刻度對(duì)準(zhǔn)的刻線數(shù)乘上0.02讀出小數(shù);
• 3)將上面整數(shù)和小數(shù)兩部分加起來(lái),即為總尺寸;
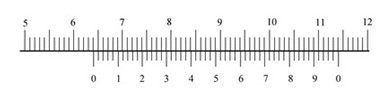
0.02mm游標(biāo)卡尺的讀數(shù)方法
如上圖所示,副尺0線所對(duì)主尺前面的刻度64mm,副尺0線后的第9條線與主尺的一條刻線對(duì)齊。副尺0 線后的第9條線表示:
0.02x9= 0.18mm
所以被測(cè)工件的尺寸為:
64+0.18=64.18mm
游標(biāo)卡尺的使用方法
將量爪并攏,查看游標(biāo)和主尺身的零刻度線是否對(duì)齊。如果對(duì)齊就可以進(jìn)行測(cè)量:如沒(méi)有對(duì)齊則要記取零誤差:游標(biāo)的零刻度線在尺身零刻度線右側(cè)的叫正零誤差,在尺身零刻度線左側(cè)的叫負(fù)零誤差(這種規(guī)定方法與數(shù)軸的規(guī)定一致,原點(diǎn)以右為正,原點(diǎn)以左為負(fù))
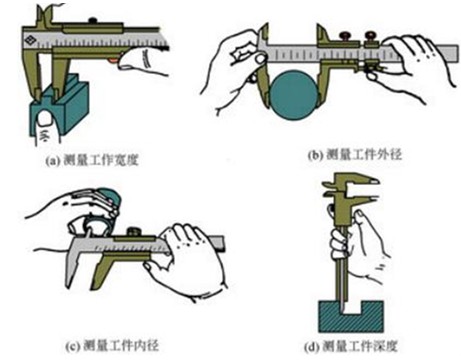
測(cè)量時(shí),右手拿住尺身,大拇指移動(dòng)游標(biāo),左手拿待測(cè)外徑(或內(nèi)徑)的物體,使待測(cè)物位于外測(cè)量爪之間,當(dāng)與量爪緊緊相貼時(shí),即可讀數(shù),如下圖所示:

游標(biāo)卡尺的應(yīng)用
游標(biāo)卡尺作為一種常用量具,其可具體應(yīng)用在以下這四個(gè)方面:
1)測(cè)量工件寬度
2)測(cè)量工件外徑
3)測(cè)量工件內(nèi)徑
4)測(cè)量工件深度
具體的這四個(gè)方面的測(cè)量方法請(qǐng)看下圖
使用注意事項(xiàng)
游標(biāo)卡尺是比較精密的量具,使用時(shí)應(yīng)注意如下事項(xiàng):
1)使用前,應(yīng)先擦干凈兩卡腳測(cè)量面,合攏兩卡腳,檢查副尺0線與主尺0線是否對(duì)齊,若未對(duì)齊,應(yīng)根據(jù)原始誤差修正測(cè)量讀數(shù)
2)測(cè)量工件時(shí),卡腳測(cè)量面必須與工件的表面平行或垂直,不得歪斜。且用力不能過(guò)大,以免卡腳變形或磨損,影響測(cè)量精度
3)讀數(shù)時(shí),視線要垂直于尺面,否則測(cè)量值不準(zhǔn)確
4)測(cè)量?jī)?nèi)徑尺寸時(shí),應(yīng)輕輕擺動(dòng),以便找出最大值
5)游標(biāo)卡尺用完后,仔細(xì)擦凈,抹上防護(hù)油,平放在合內(nèi)。以防生銹或彎曲
以上是對(duì)游標(biāo)卡尺的介紹,包括其讀數(shù)、使用方法以及其應(yīng)用等內(nèi)容,由于游標(biāo)卡尺是種比較精密的量具,現(xiàn)已經(jīng)被廣泛應(yīng)用于工業(yè)測(cè)量長(zhǎng)度上,隨著科學(xué)技術(shù)的發(fā)展以及行業(yè)的不斷壯大,檢測(cè)儀器數(shù)字化是當(dāng)前及未來(lái)儀器的普遍趨勢(shì),而且對(duì)工件的測(cè)量效率也會(huì)要求越來(lái)越高。而當(dāng)前工廠內(nèi)部品質(zhì)檢查的方法是測(cè)量一個(gè)數(shù)據(jù)后,由測(cè)量人員人工記錄在紙張中,或者由一個(gè)人測(cè)量,另一個(gè)人進(jìn)行記錄的操作方式,當(dāng)需要進(jìn)行分析時(shí),由操作人員錄入到電腦的EXCEL表格中;這種傳統(tǒng)的測(cè)量方式導(dǎo)致的問(wèn)題是效率低,數(shù)據(jù)容易記錯(cuò)。針對(duì)目前這種情況,我們太友公司推廣出了一種高效應(yīng)用游標(biāo)卡尺測(cè)量長(zhǎng)度的方法,只把利用我們的數(shù)據(jù)采集儀連接到游標(biāo)卡尺上,采集儀就會(huì)自動(dòng)從游標(biāo)卡尺中獲取測(cè)量數(shù)據(jù),進(jìn)行記錄,分析計(jì)算,形成相應(yīng)的各類圖形,對(duì)測(cè)量結(jié)果進(jìn)行自動(dòng)判斷等,這種方法真正實(shí)現(xiàn)了測(cè)量的數(shù)據(jù)化,不但可以減少由于人工測(cè)量所造成的誤差,還可以大大提高測(cè)量效率。測(cè)量示意圖如下:

如里了解更多有關(guān)如何利用數(shù)據(jù)采集儀連接卡尺來(lái)實(shí)現(xiàn)高效測(cè)量的內(nèi)容,可查看:卡尺測(cè)量解決方案或直接與我們的工作人員聯(lián)系!

我們不單提供專業(yè)的軟件與服務(wù),我們同時(shí)也為客戶系統(tǒng)的運(yùn)行提供理論與經(jīng)驗(yàn)支持,分享我們?cè)谫|(zhì)量管理領(lǐng)域的相關(guān)經(jīng)驗(yàn)與知識(shí)!