- SPC應用與交流中心|
- SPC云服務|
- QCData產品網站|
- 名編輯電子雜志大師|
-
全國總機:400-100-8648
廣州熱線:020-85530201
摘要:
用于控制對象為長度、重量、強度、純度、時間、收率和生產量等計量值的場合。X控制圖主要用于觀察正態分布的均值的變化,R控制圖主要用于觀察正態分布分散或變異情況的變化,而X-R控制圖則將二者聯合運用,用于觀察正態分布的變化。
X-R控制圖的操作步驟
步驟1:確定控制對象,或稱統計量。
這里要注意下列各點:
(1)選擇技術上最重要的控制對象。
(2)若指標之間有因果關系,則寧可取作為因的指標為統計量。
(3)控制對象要明確,并為大家理解與同意。
(4)控制對象要能以數字來表示。
(5)控制對象要選擇容易測定并對過程容易采取措施者。
步驟2:取預備數據(Preliminary data):
(1)取25個子組。
(2)子組大小取為多少?國標推薦樣本量為4或5。
(3)合理子組原則。合理子組原則是由休哈特本人提出的,其內容是:“組內差異只由偶因造成,組間差異主要由異因造成”。其中,前一句的目的是保證控制圖上、下控制線的間隔距離6σ為最小,從而對異因能夠及時發出統計信號。由此我們在取樣本組,即子組時應在短間隔內取,以避免異因進入。根據后一句,為了便于發現異因,在過程不穩,變化激烈時應多抽取樣本,而在過程平穩時,則可少抽取樣本。
如不遵守上述合理子組原則,則在最壞情況下,可使控制圖失去控制的作用。
步驟3:計算Xi,Ri。
步驟4:計算X,R。
步驟5:計算R圖控制線并作圖。
步驟6:將預備數據點繪在R圖中,并對狀態進行判斷。
若穩,則進行步驟7;若不穩,則除去可查明原因后轉入步驟2重新進行判斷。
步驟7:計算X圖控制線并作圖。
將預備數據點繪在X圖中,對狀態進行判斷。
若穩,則進行步驟8;若不穩,則除去可查明原因后轉入步驟2重新進行判斷。
步驟8:計算過程能力指數并檢驗其是否滿足技術要求。
若過程能力指數滿足技術要求,則轉入步驟9。
步驟9:延長X-R控制圖的控制線,作控制用控制圖,進行日常管理。
上述步1~步驟8為分析用控制圖。
上述步驟9為控制用控制圖。
以上是控制圖的操作步驟,在這里如果直接SPC軟件來做的話,就不需要自己計算跟畫控制圖,控制圖計算公式已嵌入SPC軟件中,只要把相關樣本數據錄入SPC軟件中,SPC就可以直接生成各種控制圖,以便分析。
X-R控制圖示例
[例 1]某手表廠為了提高手表的質量,應用排列圖分析造成手表不合格品的各種原因,發現“停擺”占第一位。為了解決停擺問題,再次應用排列圖分析造成停擺的原因,結果發現主要是由于螺栓松動引發的螺栓脫落造成的。為此廠方決定應用控制圖對裝配作業中的螺栓扭矩進行過程控制。
分析:螺栓扭矩是一計量特性值,故可選用基于正態分布的計量控制圖。又由于本例是大量生產,不難取得數據,故決定選用靈敏度高的X-R圖。
解:我們按照下列步驟建立X-R圖:
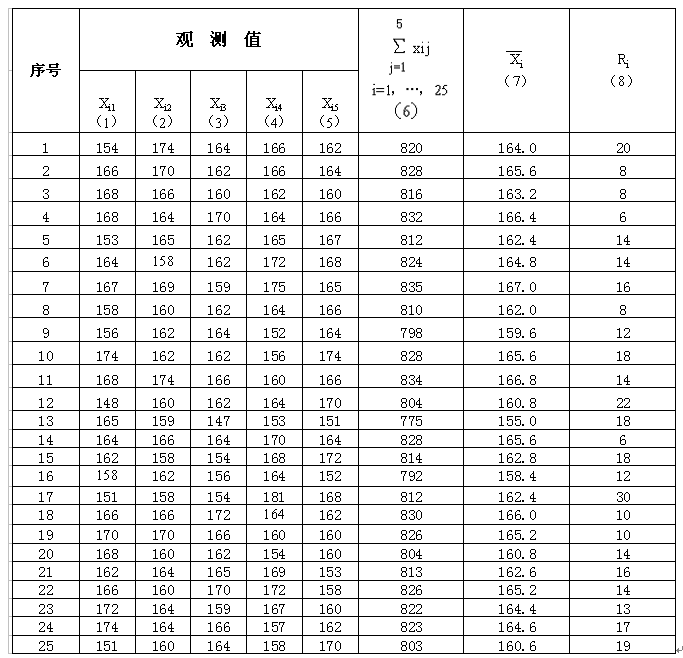
步驟1:取預備數據,然后將數據合理分成25個分子組,參見表3- 。
步驟2:計算各組樣本的平均數Xi。例如,第一組樣本的平均值為,其余參用表中第(7)欄:

步驟3:計算各級樣本的極差R。例如第一組樣本的極差為R1=max{x1j}-min{x1j}=174-154=20
表3- [例1]的數據與X-R圖計算表
步驟4:計算樣本總均值X與平均樣本極差R。由于∑Xi=4081.8, ∑R=357,故:
X=163.272,R=14.280
步驟5:計算R圖的參數。
先計算R圖的參數。從本節表3- 可知,當子組大小n=5,D4=2.114,D3=0,代入R圖的公式,得到:
UCLR=D4R=2.114х14.280=30.188
CLR =R =14.280
LCLR =D3R
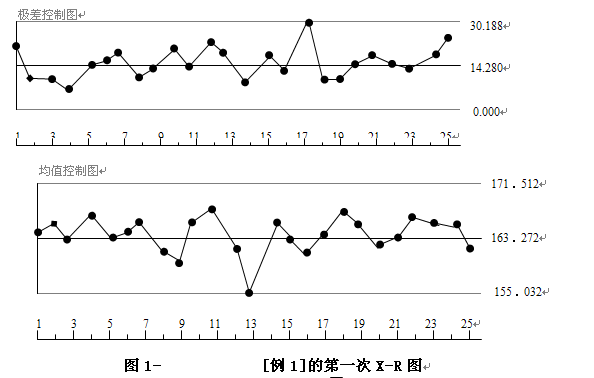
參見圖1-。可見現在R圖判穩。故接著再建立X圖。由于n=5,從表2- 知A2=0.577,再將X=163.272,R=14.280代入X圖的公式,得到X圖:
UCLx=X+A2R=163.272+0.577×14.280≈171.512
CLx=X=163.272
LCLx=X-A2R=163.272-0.577×14.280≈155.032
因為第13組X值為155.00小于UCLx,故過程的均值失控。經調查其原因后,改進夾具,然后去掉第13組數據,再重新計算R圖與X圖的參數。此時,
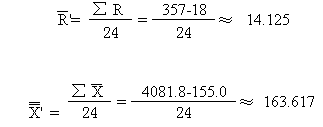
代入R圖與X圖的公式,得到R圖:
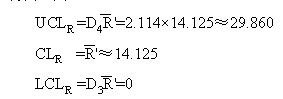
從表3- 可見,R圖中第17組R=30出界。于是,舍去該組數據,重新計算如下:
R圖:
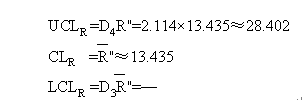
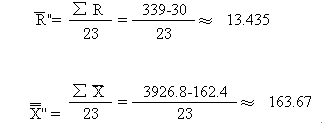
從表3- 可見,R圖可判穩。于是計算X圖如下:
X圖:
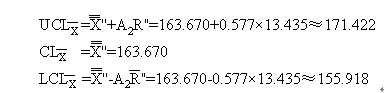
將其余23組樣本的極差與均值分別打點于R圖與X圖上,見圖2- 此時過程的變異與均值均處于穩態。
步驟6:與規范進行比較。
對于給定的質量規范TL=140,TU=180,利用R和X計算CP。
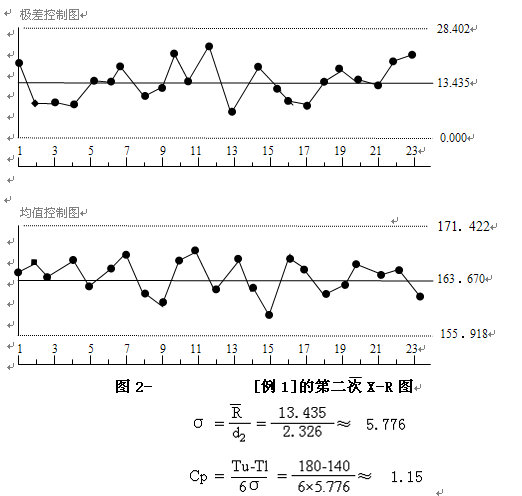
由于X=163.670與容差中心M=160不重合,所以需要計算Cpk。
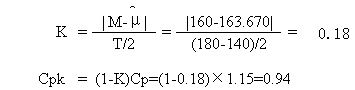
可見,統計過程狀態下的Cp為1.16>1, 但是由于μ與M偏離,所以Cpk< 1,因此,應根據對手表螺栓扭矩的質量要求,確定當前的統計過程狀態是否滿足設計的、工藝的和顧客的要求,決定是否以及何時對過程進行調整。若需調整,那么調整數應重新收集數據,繪制X-R圖。
步驟7:延長統計過程狀態下的X-R圖的控制限,進入控制用控制圖階段,實現對過程的日常控制。
以上是X-R控制圖的介紹。

我們不單提供專業的軟件與服務,我們同時也為客戶系統的運行提供理論與經驗支持,分享我們在質量管理領域的相關經驗與知識!