
- 太友SPC系統
(QSmart? SPC Monitor) - 太友質量管理系統
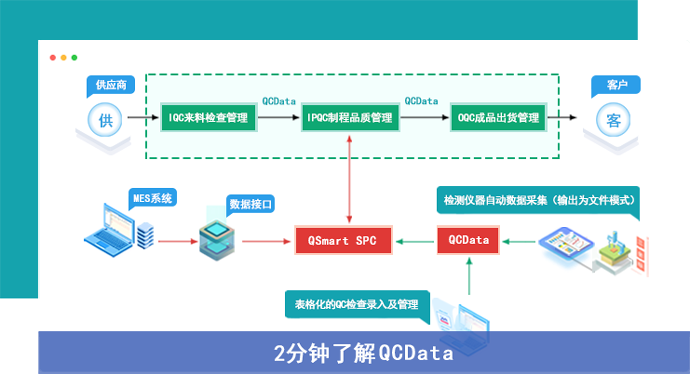
(QMS系統-QCData?) - 關于太友
- 聯系我們
- 全國總機:400-100-8648
廣州熱線:020-85530201
您只需提供大概需求,我們兩周內提供演示方案!
歡迎聯系我們試用及評估
您只需提供大概需求,我們兩周內提供演示方案!
歡迎聯系我們試用及評估
在整個SPC系統的運行中,CPK(工序能力)的分析占有舉足輕重的地位。
首先我們先來了解一下工序的意義:
什么是工序?
(1) 一道工序,是指一個或一組作業工人在一個工作地對一個或若干個勞動對象(產品或零件、半成品)進行物理和化學變化的過程;
(2) 工序的過程就是操作者、機器、材料、工藝方法和環境等,在特定條件下,相互結合、相互作用的過程;
(3) 工序的劃分主要取決于生產技術的客觀要求,同時也取決于勞動分工和提高勞動生產率的要求;
• 工序是產品、零部件制造過程的基本環節,也是品質檢驗的基本環節。
• 對工序實行嚴格的工序控制,它能在幫助現代工藝更加富有效率工作的同時,也使現代工藝具有經濟上的現實意義。
• 如果一個高速精密的工序控制不當,生產出的無用的廢品馬上就會堆成山;如果產品稍微不符合生產標,它就會在后面的復雜裝配工序中造成很大的麻煩,并因拆卸、替換部件而造成巨大的損失。
什么是工序品質?
(1) 工序是指工序過程的品質。工序品質的高低反映在工序的成果符合設計、即工序的符合性品質。工序品質高,說明這道工序的成果的合格品率高,廢品率或返修率低。
(2) 產品是由零部件所組成的,而零件又是經若干道工序加工而成的。因此,工序的品質將最終決定產品的制造品質;
什么是工序能力?
(1) 工序在穩定狀態下能夠生產出合格品的能力稱為工序能力;每道工序都具有定量或定性的品質要求(公差范圍或技術要求)。為了預防工序產生不合格品,為了工序品質的維持和改進,首先必須掌握工序所具有實際達到品質要求的能力。
• 穩定狀態是指工序中的操作者、機器設備、所使用的材料、工藝方法和環境條件等都符合標準規定的要求,且作業活動處于受控狀態;
• 工序能夠生產出合格品的多少,與規定的品質要求(公差范圍大小) 顯然直接有關;
(2) 工序能力 B=6σ
• 產品品質的波動性規律決定著工序加工出的一批產品的品質特性值必定有波動幅度,必定有一定的分散范圍。
• 按照數理統計學的理論可知,在正態分布情況下,分散幅度B 處于6σ(6倍標準偏差)范圍內的比率為99.7%。分散幅度 B=6σ,表示該工序具有的實際加工精度,它是衡量工序能力的尺度。
(3) 在計算工序能力時
• 首先應對組成該工序有5M1E等條件加以充分標準化,
• 并使作業處于受控狀態,
• 然后收集樣品的品質特征值,計算其樣本標準偏差 S 或極差平均值Ravg,
• 用來近似推算出 6σ。
(4) 下圖為工序能力示意圖:
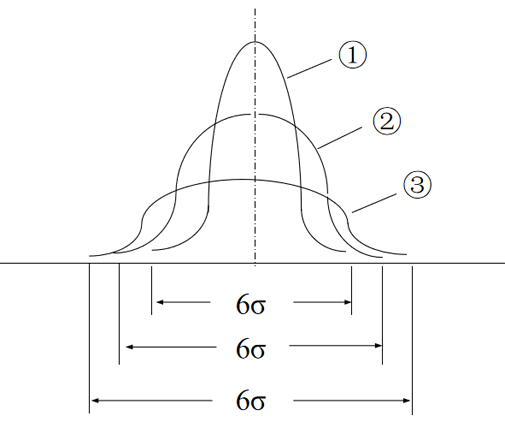
標準偏差越小,工序能力越高;標準偏差越大,工序能力越小
• 若 B=6σ越大,
則工序的實際精度越差,不合格品率越高,工序能力越小;
• 若 B=6σ越小,
則工序的實際精度越高,不合格品率越低,工序能力越大;
• 6σ的近似計算,
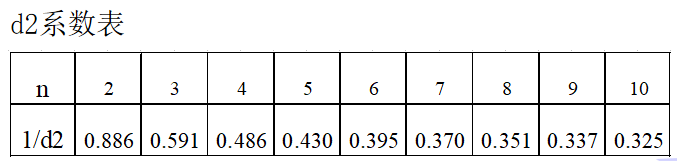
當已知樣本的極差平均值Ravg時,近似推算 6σ的方法如下:
6σ= 6(Ravg / d2)
注意:如果工序生產過程不穩定,處于失控狀態,則不能用上述公式計算,應找出并排除異常原因后重新抽樣測定,取得數據。
d2系數表
什么是CP和CPK?
CPK(或Cp)是英文 Process Capability Index 縮寫,漢語譯作工序能力指數,也有譯作工藝能力指數,過程能力指數,制程能力指數。
工序能力指數,是指工序在一定時間里,處于控制狀態(穩定狀態)下的實際加工能力。它是工序固有的能力,或者說它是工序保證質量的能力。
這里所指的工序,是指操作者、機器、原材料、工藝方法 、 測量系統和生產環境等六個基本質量因素綜合作用的過程,也就是產品質量的生產過程。產品質量就是工序中的各個質量因素所起作用的綜合表現。
工序能力指數(計算)
工序能力指數Cp/Cpk ,就是產品公差范圍(T)與工序能力(B)之比。
Cp/Cpk 值的大小即可定量計算出該工序的不合格品率,所以工序能力指數Cp/Cpk的大小可以直接表示出工序品質的水平。
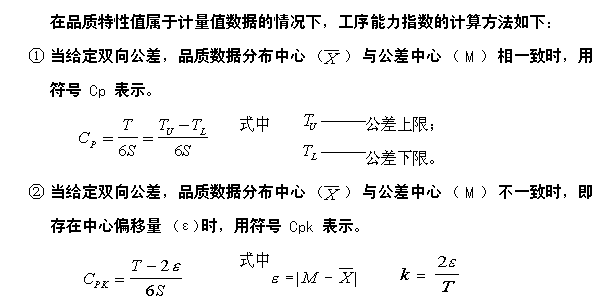
工序能力cp的計算方法:
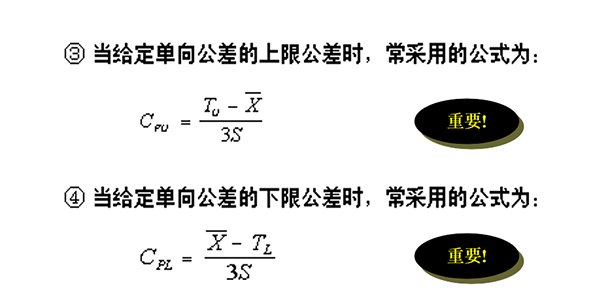
工序能力CpU,CpL的計算方法:
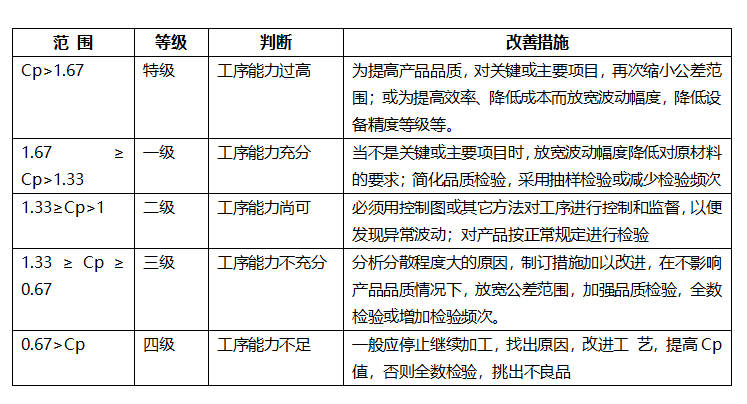
工序能力的評估指導:
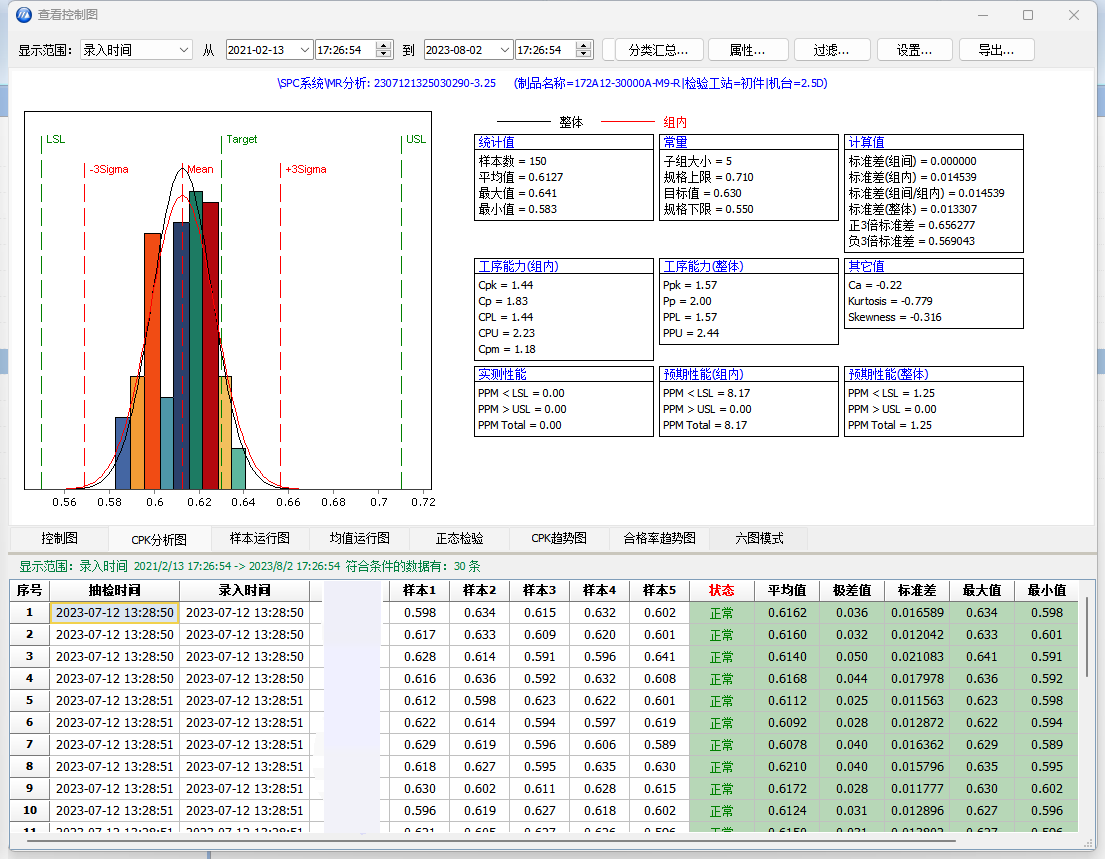
目前大部分工序能力的計算都是采用軟件進行計算了,下圖是太友QSmart SPC軟件計算工序能力的案例圖
軟件下載地址為:http://m.maiaaa.com/QC/SPCMonitor.html

我們不單提供專業的軟件與服務,我們同時也為客戶系統的運行提供理論與經驗支持,分享我們在質量管理領域的相關經驗與知識!


